Аннотация
Специфика предприятия оказывает значительное влияние на формы и содержание всех разделов планирования. Очевидно, что планирование на нефтехимическом предприятии в корне отличается от планирования на предприятии машиностроительном. Более того, даже внутри машиностроительной/приборостроительной отрасли планирование предприятий с серийной продукцией значительно отличается от планирования предприятий с опытным и мелкосерийным производством. В целом парадигму любого планирования можно определить как «мероприятия по балансировке потребностей в ресурсах с мощностью доступных источников». В начале 2000-х автором была подготовлена работа «Математическая модель машиностроительного производства и алгоритм составления плана» [1]. В ней была сформулирована модель дискретного производства в которой выпуск описывается ступенчатыми функциями времени, материальные потребности учитываются с запаздываниями, склады согласуют различные динамики поступления и потребления, а допустимость производственного плана проверяется через мощностные и трудовые ограничения. В современной терминологии эта работа фактически описывает математическое ядро того, что сегодня стало основой интеллектуального расширенного планирования и диспетчеризации (AI-APS / Artificial Intelligence Advanced Planning and Scheduling). Цель этой статьи — развитие математической модели производства с учетом применения современных технологий искусственного интеллекта (AI), цифровых двойников (Digital Twin), оптимизационных решателей (solvers), графовых моделей (knowledge graph), обучения с подкреплением (reinforcement learning) и ИИ-агентов (AI agents). Статья ориентирована на управление производством в приборостроении и машиностроении: от методической постановки задачи до практической архитектуры внедрения.
1. Почему задача планирования является центральной
Планирование производства является центром управления предприятием. Повышение сложности изделий, увеличение иерархичности структуры изделий, ускорение смены поколений комплектующих и другие факторы приводят к росту неопределенности в производстве. Даже если технологические операции сами по себе не являются сложными математически, их количество и взаимозависимость создают огромную комбинаторную задачу. Для одного заказа нужно синхронизировать материальные и трудовые ресурсы, материалы, производственную логистику. Для сотен заказов такая задача становится практически неразрешимой вручную.
В классическом подходе план производства часто формировался как набор таблиц: производственная программа, специфицированный ДСЕ (список деталей и сборочных единиц), пооперационные маршруты, план снабжения, объемные задания цехам, план-график запуска и выпуска. В управляемой и относительно стабильной среде это работало. Но в широкономенклатурном производстве и с высокой иерархичностью структуры изделий план начинает быстро терять актуальность. Достаточно одного серьезного возмущения — не пришел компонент, сломался станок, изменился приоритет заказа, возник брак на испытаниях — и необходимо пересчитывать значительную часть программы.
Современный AI-APS подход меняет постановку задачи. Система планирования должна не просто составить план, а непрерывно отвечать на вопросы:
- выполним ли текущий план при имеющихся ресурсах;
- какие заказы рискуют сорваться;
- где возникнут узкие места;
- какие материалы и ПКИ / покупные комплектующие изделия станут дефицитными;
- какие операции надо перенести;
- какие альтернативные маршруты допустимы;
- как изменится себестоимость, НЗП / незавершенное производство, загрузка цехов и денежный поток;
- какой сценарий лучше: минимальная просрочка, минимальные сверхурочные, минимальный НЗП, максимальная загрузка узких мест или максимальная устойчивость плана.
Именно поэтому математическая модель производства снова становится не академической темой, а практическим инструментом управления.
2. Авторская исходная модель 2004 года: что в ней было принципиально важным
В авторской работе 2004 года рассматривалось дискретное машиностроительное производство, не сводимое к поточному. Введение прямо фиксирует ключевую идею: выпуск самолетов, ракет, судов и других сложных изделий измеряется не как непрерывный поток, а как количество изделий или промежуточных продуктов нарастающим итогом. Это важное отличие: для штучного производства нельзя корректно описывать выпуск только через среднюю интенсивность. Нужно учитывать моменты запуска, завершения, задержки, склады и ограничения ресурсов [1].
В работе выделены три крупных элемента производственной системы:
- Заготовительное производство — превращает входные материальные ресурсы в заготовки.
- Обрабатывающее производство — превращает заготовки в детали и сборочные единицы.
- Сборочное производство — формирует узлы и готовые изделия.
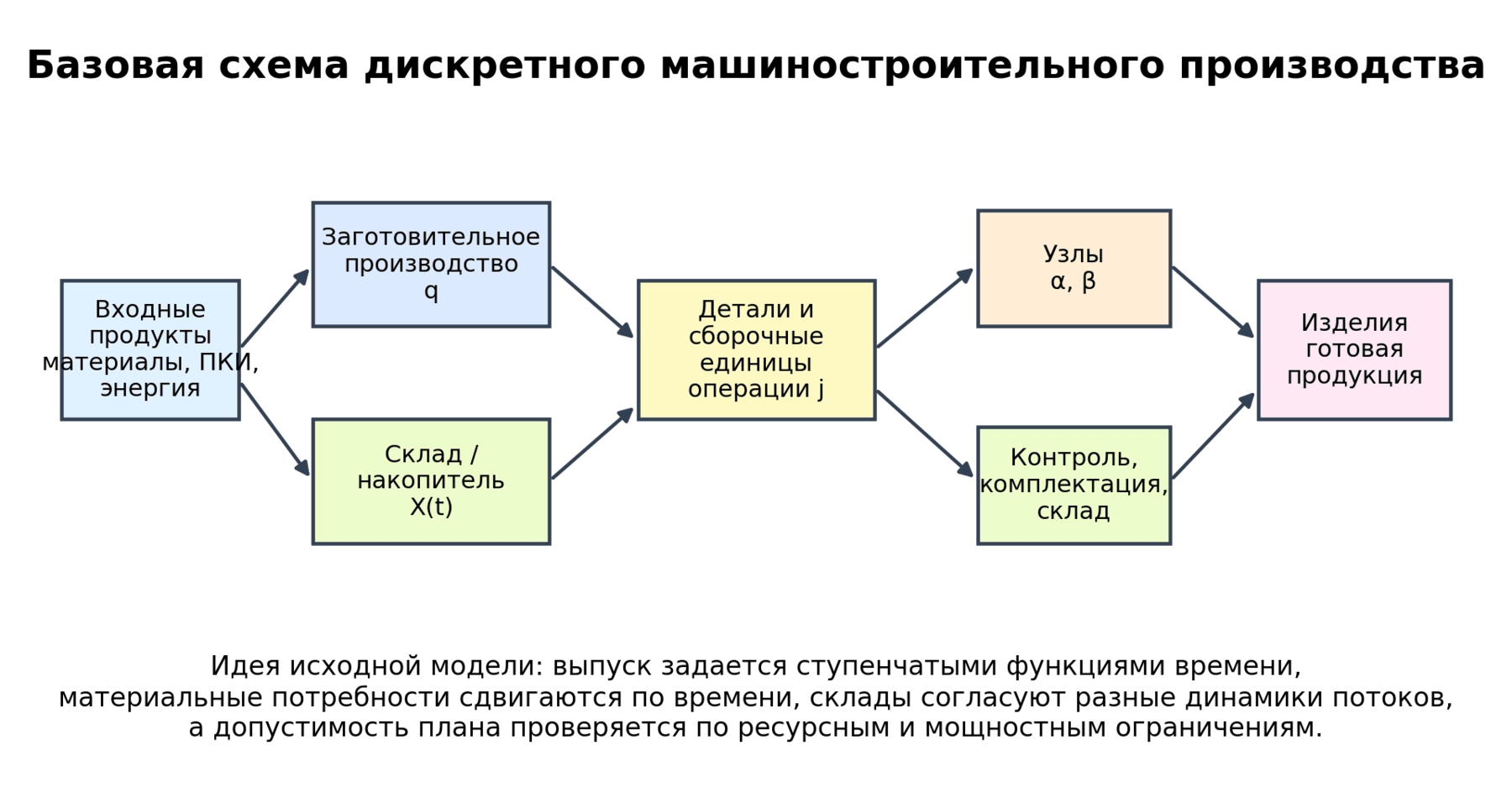
В исходной модели все эти элементы объединяются понятием «продукт». Продуктом может быть входной материал, заготовка, деталь, сборочная единица, узел, изделие, а также промежуточный результат выполнения операции. Такая универсализация была методически правильной: она позволила записывать формулы не отдельно для каждой организационной единицы, а для общей структуры производства.
Ключевые идеи исходной модели:
- выпуск продукта задается ступенчатой функцией времени;
- начатые и завершенные единицы продукта различаются;
- незавершенное производство определяется как разность между начатыми и завершенными единицами;
- материальная потребность рассчитывается с учетом запаздывания между поставкой входного продукта и выпуском производимого продукта;
- часть потребления имеет залповую / одномоментную динамику, а часть — равномерную;
- склад нужен не только для хранения, но и для согласования разных динамик производства и потребления;
- допустимый план должен удовлетворять трудовым и мощностным ограничениям;
- модель опирается на информационную базу нормативов: материалоемкость, трудоемкость, длительности операций, мощности, задержки, страховые запасы.
Для начала 2000-х, в то время была сильная постановка задачи, основанная на опыте автора выполнения многочисленных проектов на машиностроительных/приборостроительных предприятиях. В ней уже присутствовало то, что сегодня требуется для AI-APS: дискретная временная модель, связи между продуктами, операции, ресурсы, склады, задержки и ограничения.
3. Ступенчатая функция выпуска как основа модели дискретного производства
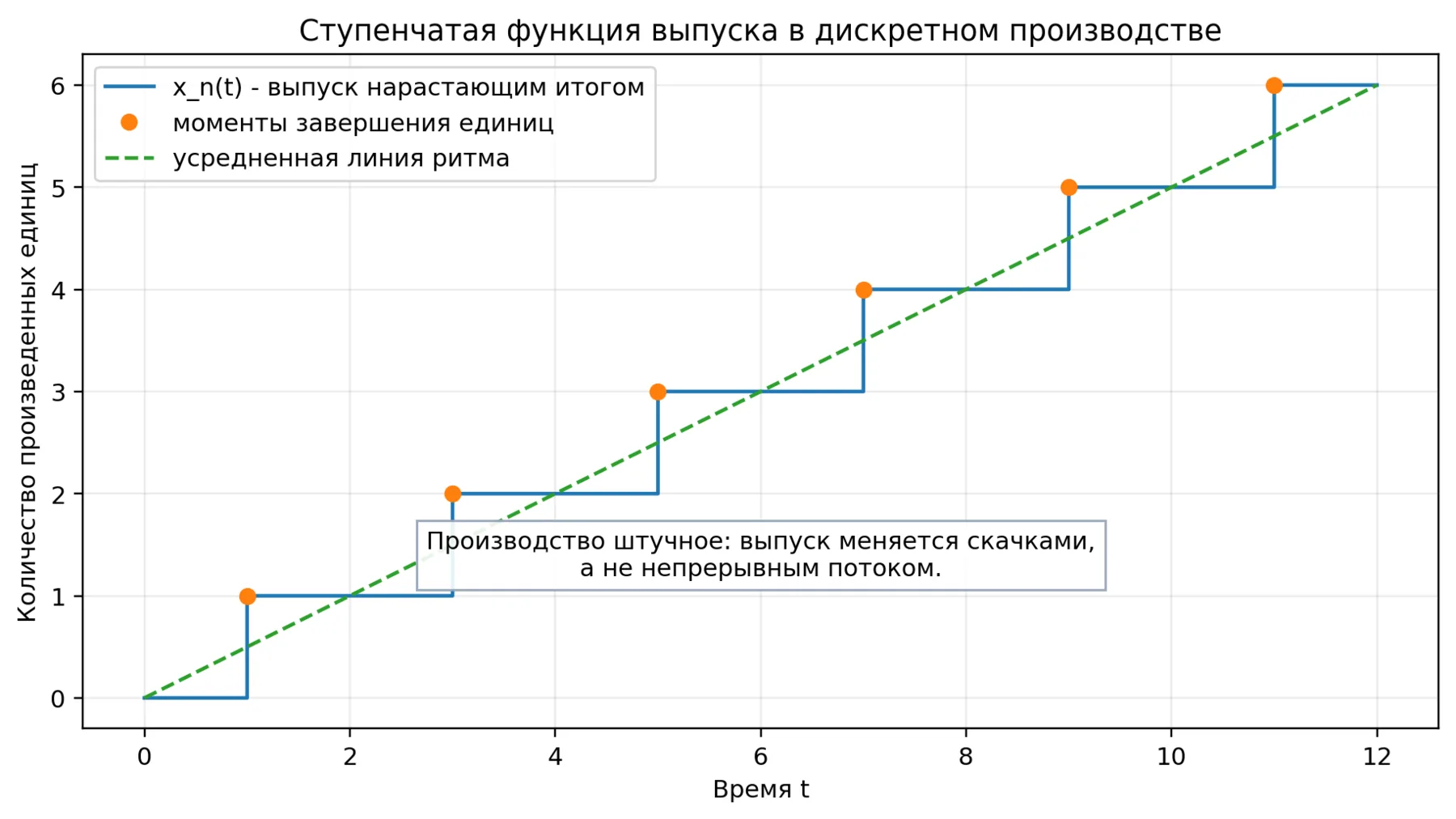
В поточном производстве удобно говорить о скорости выпуска: столько-то единиц продукции в час, смену или сутки. В штучном производстве такой подход может искажать реальность. Если изделие производится долго, а плановый интервал сопоставим с длительностью производственного цикла, выпуск нельзя считать равномерным. Он происходит скачками: единица изделия завершена — функция выпуска увеличилась на единицу.
Исходная модель описывает выпуск продукта функцией — количеством единиц продукта, произведенных от начала отсчета до момента времени . Эта функция:
- принимает целые значения;
- не убывает;
- является ступенчатой;
- может быть представлена через функции Хевисайда (Heaviside function).
В современной записи можно использовать следующие обозначения:
где — количество начатых единиц продукта к моменту , — момент запуска -й единицы продукта, — функция Хевисайда.
Если длительность изготовления продукта равна , то выпуск можно записать как:
А незавершенное производство (WIP) для продукта :
Эта простая логика очень важна для практики. Она позволяет перейти от «среднего выпуска за месяц» к реальной картине: что уже запущено, что завершено, что находится в работе, что лежит на складе, что можно использовать для сборки, а что еще не дошло до нужной операции.
В современной AI-APS системе эта модель превращается в событийную модель состояния производства. Каждое начало операции, завершение операции, поступление материала, контроль качества, перемещение на склад или выявление брака становится событием, изменяющим состояние производственного графа.
4. Структура полной модели: материалы, склады, труд и мощности
Исходная работа показывает, что математическая модель производства не может ограничиваться только графиком операций. Она должна содержать несколько взаимосвязанных блоков.
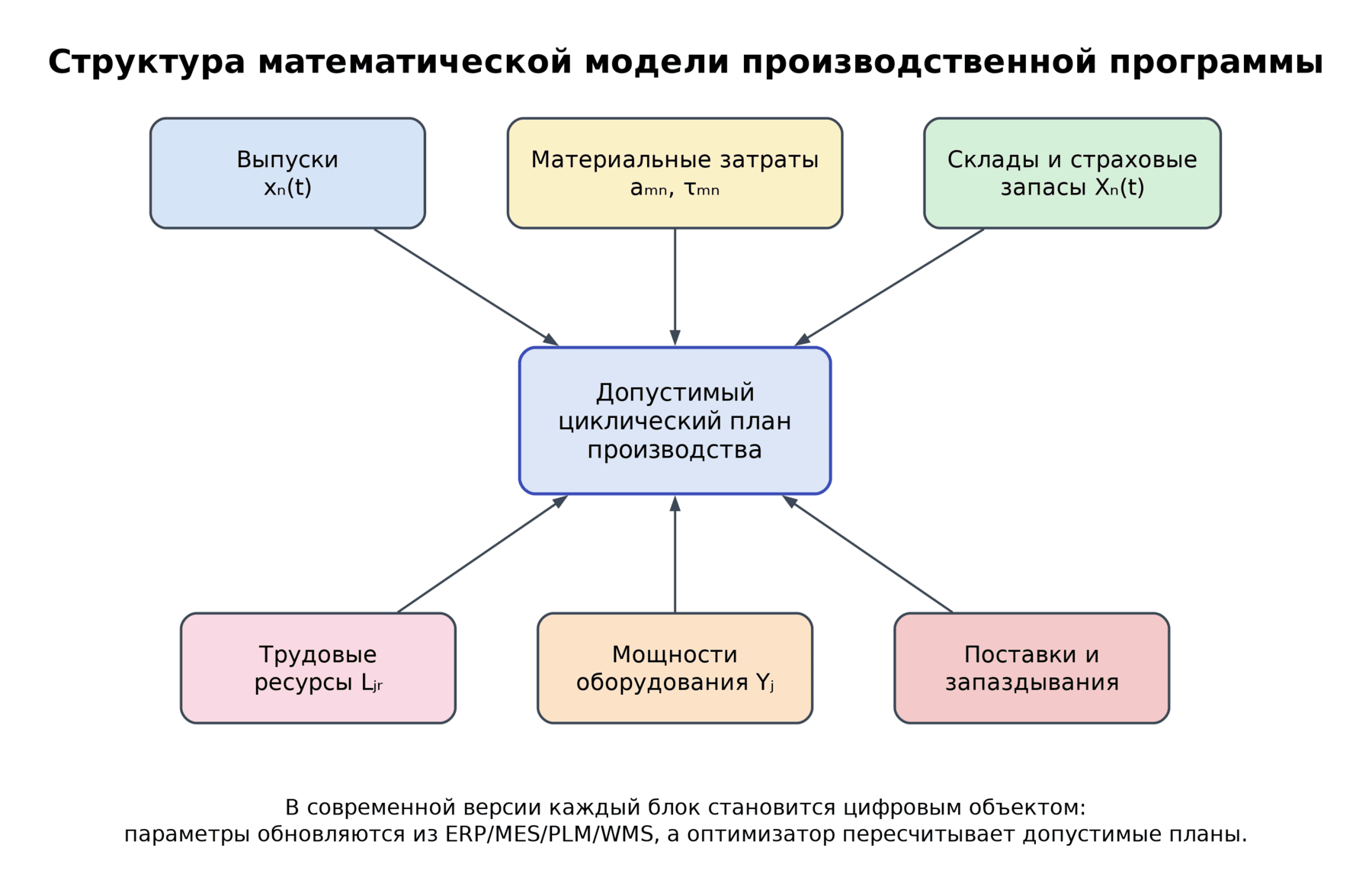
4.1. Выпуски продуктов
Выпуск фиксирует, сколько единиц продукта или промежуточного продукта завершено к определенному моменту времени. Для управления производством важно не только число готовых изделий, но и выпуск деталей, сборочных единиц, узлов, промежуточных операций, партий контроля и испытаний.
4.2. Материальные затраты с запаздыванием
Материальный расход в модели задается не просто коэффициентом входимости. Важен временной сдвиг. Если для выпуска узла требуется деталь, то эта деталь должна быть доступна не в момент отгрузки готового изделия, а раньше — перед началом соответствующей операции сборки. Поэтому исходная модель вводит запаздывание между поставкой потребляемого продукта и выпуском производимого продукта.
В современной системе это соответствует потребности, распределенной по времени (time-phased demand). Для каждого материала и ПКИ важно знать не только «сколько нужно», но и «когда нужно».
4.3. Склад-накопитель
В исходной модели склад выполняет две функции:
- поддерживает страховой запас;
- согласует различающиеся динамики производства и потребления.
Для AI-APS это принципиально. Если система не видит склада и НЗП, она будет строить формально красивый, но невыполнимый план. Особенно это важно для приборостроения, где дефицит одного электронного компонента может остановить выпуск партии изделий, даже если все остальные операции и ресурсы доступны.
4.4. Трудовые ресурсы
В модели учитываются специальности и квалификационные разряды рабочих. Это очень современная постановка. Многие ERP/MRP системы формально учитывают оборудование, но хуже работают с квалификацией персонала. В реальном производстве наличие станка еще не означает наличие мощности: нужен оператор, наладчик, контролер, испытатель, настройщик или специалист по калибровке.
4.5. Мощностные ограничения
Мощностные ограничения описывают оборудование, рабочие места, сборочные площадки, стенды, камеры, печи, термообработку, гальванику, координатно-измерительные машины, испытательные стенды и другие ресурсы. Для каждого ресурса важно учитывать доступную емкость и занятость во времени.
В современной постановке это превращается в планирование с конечными мощностями (finite capacity scheduling): нельзя назначить две операции на один станок в одно и то же время, нельзя загрузить испытательный стенд сверх календарной доступности, нельзя использовать специалиста одновременно на двух работах.
5. Дополнения к исходной модели с учетом современных условий
Исходная модель задает сильное математическое основание, но современные условия требуют расширения. Производственная система стала более динамичной, информационно насыщенной и неопределенной. Поэтому модель нужно дополнить несколькими блоками.
5.1. Приоритет заказа как самостоятельная переменная
Приоритет заказа нельзя сводить только к сроку. Два заказа с одинаковой датой поставки могут иметь разную важность. Один заказ может быть стратегическим, другой — низкомаржинальным; один может иметь штраф за просрочку, другой — гибкий срок; один может быть частью большого проекта, другой — разовой поставкой.
Для каждого заказа целесообразно задавать интегральный приоритет:
где:
- — договорной срок и штрафы;
- — значимость клиента;
- — маржинальность;
- — риск срыва;
- — влияние на последующие сборки и проекты;
- — управленческий статус: опытный образец, серийный заказ, госзаказ, экспорт, ремонт.
Тогда оптимизация должна минимизировать не просто суммарную просрочку, а взвешенную просрочку:
где — просрочка заказа .
5.2. Альтернативные маршруты
В исходной модели порядок движения заготовок, деталей, сборочных единиц и узлов по видам оборудования считается заданным. Для современной AI-APS системы этого уже недостаточно. Во многих производствах есть альтернативы:
- деталь можно обработать на нескольких станках;
- операцию можно выполнить внутри или на кооперации;
- контроль можно провести на разных измерительных машинах;
- сборку можно выполнить разными бригадами;
- испытания можно провести на разных стендах;
- в приборостроении компонент можно заменить аналогом при соблюдении версии КД и требований качества.
Поэтому маршрут должен быть не только последовательностью операций, но и графом допустимых альтернатив.
5.3. Стохастические параметры
Нормативная длительность операции нужна, но фактическая длительность часто отличается. Причины:
- состояние станка;
- квалификация работника;
- размер партии;
- сложность конкретной детали;
- время наладки;
- качество материала;
- ожидание оснастки;
- повторные операции после брака;
- очередь на контроль или испытания.
Современная модель должна использовать не только норматив , но и прогнозную длительность:
где учитываются операция, ресурс, работник, материал, партия, история выполнения и текущее состояние производства.
5.4. Вероятностные риски
Для каждого заказа можно рассчитывать риск невыполнения срока:
где — прогнозный момент завершения заказа, — договорной срок. Такой риск особенно важен для приоритетных заказов и для изделий с длинным производственным циклом.
5.5. Динамическое перепланирование
Исходная модель ориентирована на допустимый циклический план. Современная система должна постоянно пересчитывать план при событиях:
- задержка поставки;
- отказ оборудования;
- изменение доступности персонала;
- появление срочного заказа;
- брак или повторный контроль;
- изменение КД/ТД;
- изменение приоритета заказчика;
- отклонение фактической длительности операции от нормативной.
Это переводит задачу из статического планирования в динамическое расписание (dynamic scheduling). Обзоры по динамическому планированию производства на основе цифрового двойника (digital twin-driven dynamic production scheduling) показывают, что современное расписание все больше рассматривается как динамическая оптимизационная задача, реагирующая на поломки, новые заказы и отмены заказов [5].
6. Современная AI-APS архитектура на основе исходной модели
Главный вывод: AI-APS не заменяет математическую модель. Он расширяет ее и превращает в живой контур управления.
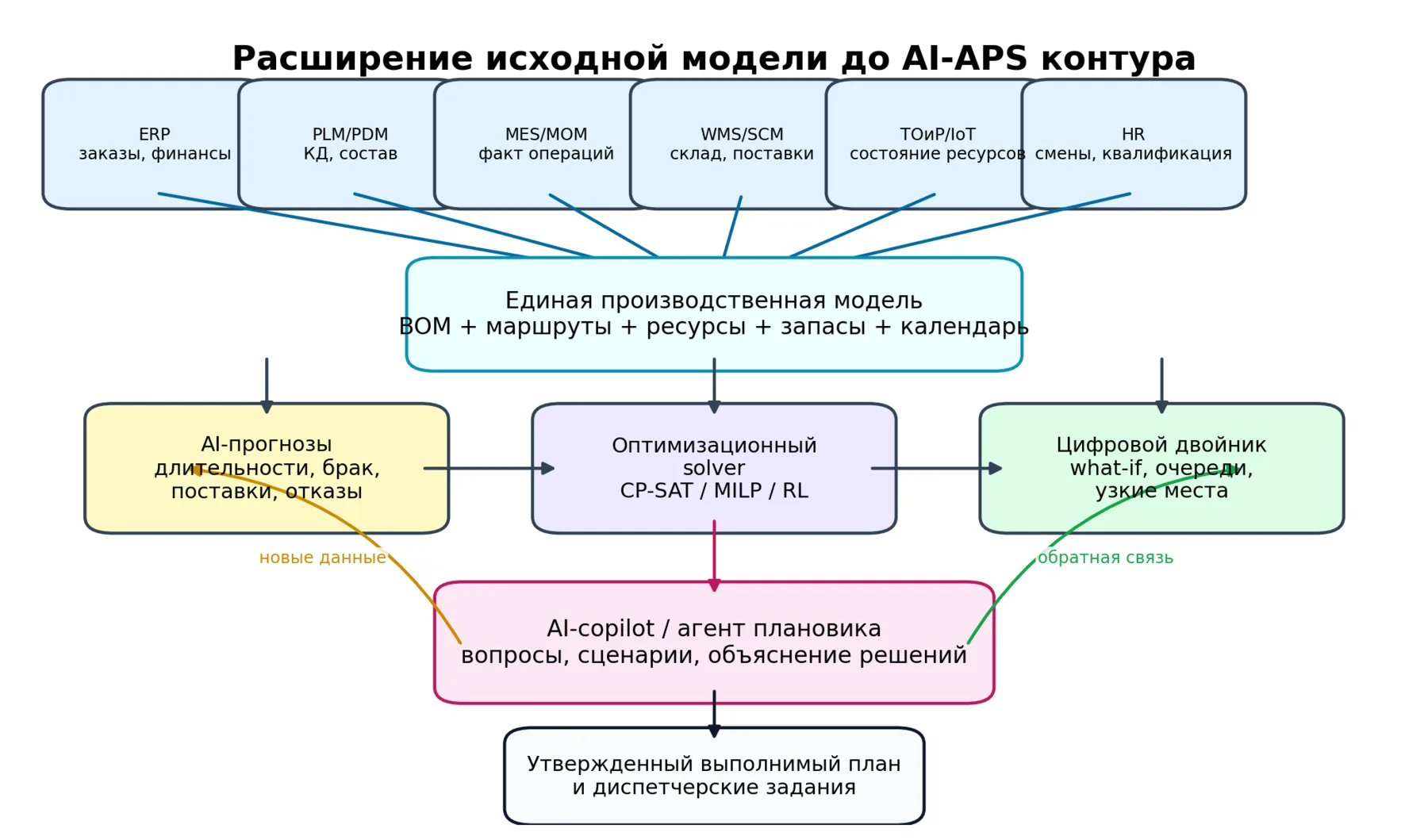
Современная архитектура состоит из нескольких уровней.
6.1. Уровень данных
Источниками данных являются:
- ERP — заказы, финансы, себестоимость, договорные сроки;
- PLM/PDM — структура изделия, конструкторская документация, версии;
- MES/MOM — факт выполнения операций, простои, брак, НЗП;
- WMS/SCM — склад, поставки, движение материалов и ПКИ;
- ТОиР (CMMS) — состояние оборудования, ремонты, профилактика;
- HR — смены, квалификации, доступность работников;
- IoT/SCADA — фактическое состояние оборудования и производственных линий.
ISA-95 / IEC 62264 задает стандартную рамку интеграции бизнес-систем и производственного управления: он описывает слои и интерфейсы между логистическими системами предприятия и системами управления производством [4]. Для AI-APS это важно: без правильной интеграции система планирования будет считать на устаревших или неполных данных.
6.2. Единая производственная модель
В центре должна находиться единая модель:
Это не просто база данных, а граф производственной программы.
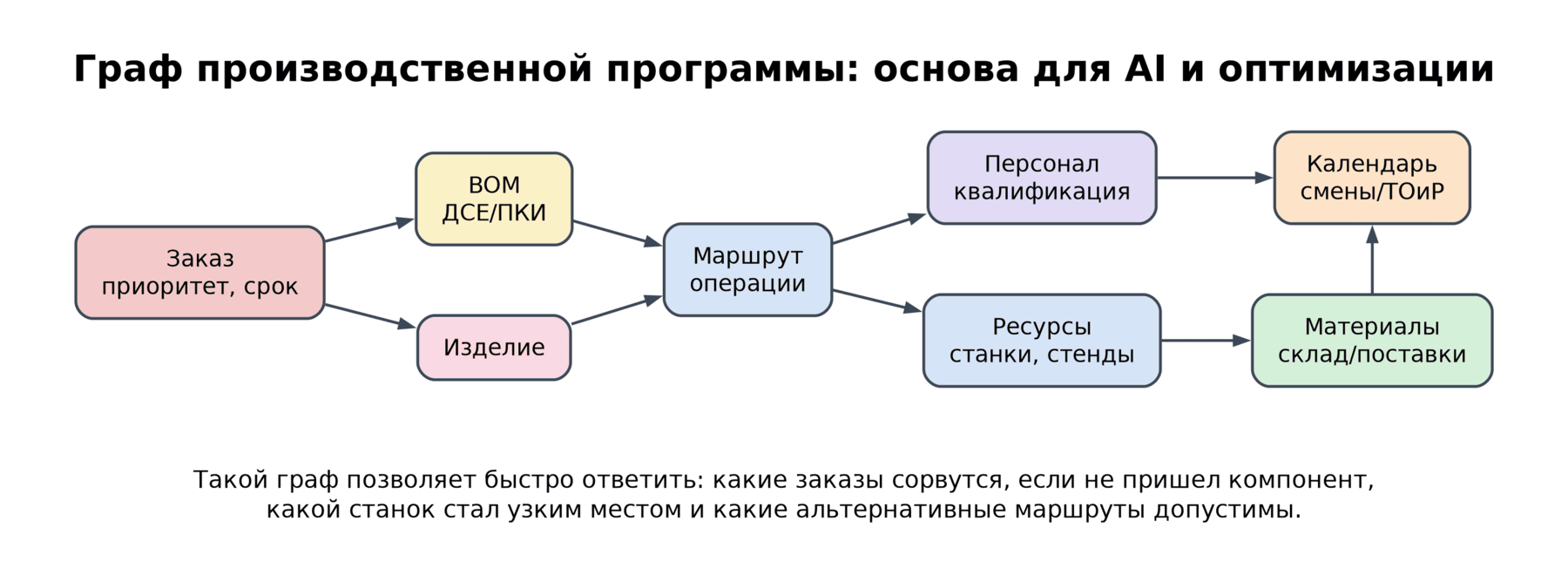
Графовая модель особенно полезна для широкономенклатурного производства. Она позволяет быстро вычислить последствия: если компонент не пришел, какие изделия и заказы пострадают; если станок сломался, какие операции нужно перенести; если заказ стал приоритетным, какие ресурсы надо освободить.
6.3. Оптимизационный слой
Оптимизационный слой отвечает за расчет допустимых и близких к оптимальным планов. Здесь применяются:
- программирование в ограничениях (CP-SAT, constraint programming);
- смешанно-целочисленное линейное программирование (MILP, mixed-integer linear programming);
- метаэвристики (metaheuristics);
- обучение с подкреплением (RL, reinforcement learning) для диспетчерских решений;
- оптимизация через имитационное моделирование (simulation optimization).
Google OR-Tools описывает задачу расписания цеха как распределение задач по станкам с ограничениями предшествования и запретом одновременного выполнения нескольких задач на одном станке [6]. IBM CP Optimizer использует интервальные переменные и последовательности интервалов для описания занятости ресурсов во времени [7]. В 2025 году библиотека PyJobShop показала практический путь применения программирования в ограничениях (constraint programming) к flexible job shop и resource-constrained project scheduling, используя OR-Tools CP-SAT и IBM CP Optimizer [8].
6.4. AI-прогнозы
AI-модели не должны самостоятельно «выдумывать» план. Их задача — прогнозировать параметры и риски, которые затем использует оптимизатор:
- фактическая длительность операции;
- вероятность брака;
- вероятность задержки поставки;
- риск поломки оборудования;
- вероятность срыва заказа;
- влияние переналадки;
- время ожидания контроля или испытаний.
6.5. Цифровой двойник
Цифровой двойник (Digital Twin) проверяет план через имитацию производственной системы. Он отвечает на вопросы:
- не возникнут ли очереди перед контролем;
- хватит ли транспорта и складских мест;
- не перегрузится ли испытательный участок;
- что будет при задержке поставки;
- что будет при отказе оборудования;
- как изменится НЗП и срок выполнения заказа.
Обзор 2024 года по динамическому оперативно-календарному планированию производства на основе цифровых двойников (digital twin-driven dynamic production scheduling) подчеркивает, что цифровой двойник переводит расписание из статического состояния в динамическую оптимизацию и помогает реагировать на поломки, новые заказы и каскадные отклонения [5].
6.6. ИИ-агент (AI-agent) и ИИ-помощник (AI-copilot)
ИИ-агент нужен не для того, чтобы заменить плановика, а для того, чтобы сделать систему понятной и управляемой. Плановик может задавать вопросы:
- «Почему заказ №214 рискует сорваться?»
- «Какие операции являются критическими?»
- «Что будет, если поставка платы задержится на 5 дней?»
- «Построй три варианта: минимальная просрочка, минимум сверхурочных, минимум НЗП».
С 2025-2026 годов это направление стало отдельной темой исследований. Например, A4PS / Agentic AI-Assisted APS предлагает использовать LLM и ИИ-агентов для помощи в модификации и обновлении APS-моделей, поскольку такие изменения требуют координации производственных менеджеров, инженеров-моделистов и разработчиков алгоритмов [13]. Foxconn в 2025 году заявила о разработке собственной большой языковой модели FoxBrain для внутренних задач анализа данных, поддержки решений и улучшения производства и управления цепочками поставок (manufacturing and supply chain management) [14].
7. Постановка математической модели в современных условиях
Ниже приведена укрупненная постановка модели, которая развивает исходную работу и может служить основой для AI-APS в приборостроении и машиностроении.
7.1. Множества
Пусть:
- — множество заказов;
- — множество продуктов: изделия, узлы, детали, сборочные единицы, промежуточные продукты;
- — множество операций;
- — множество производственных ресурсов: станки, рабочие места, стенды, участки, камеры, печи;
- — множество трудовых ресурсов: специальности, квалификации, бригады;
- — множество материалов и ПКИ;
- — дискретная или непрерывная временная шкала;
- — множество альтернативных маршрутов для продукта ;
- — операции-предшественники операции .
7.2. Основные переменные
- — момент начала операции ;
- — момент завершения операции ;
- — бинарная переменная назначения операции на ресурс ;
- — выбор альтернативного маршрута ;
- — выпуск продукта к моменту ;
- — количество начатых единиц продукта к моменту ;
- — незавершенное производство по продукту ;
- — запас материала или ПКИ ;
- — загрузка ресурса ;
- — просрочка заказа ;
- — приоритет заказа .
7.3. Ограничения предшествования
Если операция может начаться только после завершения операции , то:
где — технологическая или логистическая задержка между операциями.
7.4. Ограничения ресурсов
Для каждого ресурса в каждый момент времени суммарная загрузка не должна превышать доступную мощность:
где — индикатор выполнения операции в момент , — доступная мощность ресурса с учетом смен, ремонтов, ТОиР и календарей.
7.5. Ограничения трудовых ресурсов
Для каждой специальности и квалификации:
где — потребность операции в трудовом ресурсе , — доступность персонала соответствующей квалификации.
7.6. Материальные ограничения
Операция не может начаться, если необходимые материалы и ПКИ недоступны:
где — потребность операции в материале , — минимальный или страховой запас.
7.7. Незавершенное производство
Как и в исходной модели:
Но в современной версии НЗП учитывается не только по продукту, но и по операции, партии, заказу и месту нахождения.
7.8. Целевая функция
Для практического управления нужна многокритериальная функция. Один из вариантов:
Смысл критериев:
- — взвешенная просрочка с учетом приоритета заказа;
- — простой критичных ресурсов;
- — дефицит материалов и ПКИ;
- — избыточный НЗП;
- — потери на переналадки;
- — сверхурочные;
- — риск невыполнения заказа.
Важное отличие современной постановки: целевая функция не должна быть единственной и жесткой. Руководству нужны сценарии. Поэтому AI-APS должна показывать не один «абсолютно оптимальный» план, а несколько допустимых вариантов: план по срокам, план по минимальным затратам, план по минимальному НЗП, план по максимальной устойчивости.
8. Как ИИ (AI) усиливает математическую модель
AI полезен не потому, что «заменяет формулы», а потому что улучшает параметры, предсказывает неопределенность и помогает выбирать сценарии.
8.1. Прогноз длительности операций
Нормативная трудоемкость часто задается один раз и затем долго используется в планировании. Но фактическая длительность зависит от истории. AI-модель может учитывать:
- конкретный станок;
- состояние оборудования;
- специалиста и его квалификацию;
- размер партии;
- материал;
- оснастку;
- время суток или смену;
- предшествующую операцию;
- повторность изготовления;
- процент брака по аналогичным деталям.
Результат — не одна длительность, а распределение:
Это позволяет строить не только оптимальный, но и устойчивый план.
8.2. Прогноз поставок и комплектования
В приборостроении и машиностроении дефицит материалов и ПКИ часто важнее, чем загрузка станков. AI может прогнозировать:
- вероятность задержки поставщика;
- вероятность неполной поставки;
- риск брака входного контроля;
- возможность замены компонента;
- влияние задержки на заказы.
Такой прогноз должен входить в модель как риск, а не только как дата поставки.
8.3. Предиктивное обслуживание оборудования
Если система ТОиР и датчики показывают рост вероятности отказа станка, AI-APS может заранее изменить план: не ставить на рискованный ресурс приоритетный заказ, подготовить альтернативный маршрут или провести профилактику в подходящее окно.
8.4. Графовые нейросети (Graph Neural Networks, GNN)
Производственная программа естественно является графом. Заказ связан с изделием, изделие — с узлами и деталями, детали — с маршрутами, маршруты — с ресурсами, ресурсы — с календарями, а материалы — с поставщиками и складами.
Обзоры по графовым нейросетям для решения задач составления расписаний показывают рост интереса к графовым нейросетям, поскольку составление расписаний является сложной комбинаторной задачей, а графовое представление хорошо описывает связи между операциями, машинами и ограничениями [10]. В производственном контуре графовые нейросети можно использовать для:
- оценки критичности узлов графа;
- выявления цепочек риска;
- выбора кандидатов альтернативных маршрутов;
- ускорения поиска решений;
- обучения диспетчерских правил.
8.5. Обучение с подкреплением (Reinforcement Learning)
Обучение с подкреплением особенно полезно в динамической диспетчеризации: какую операцию запускать следующей, какой ресурс выбрать, что делать при поломке. Обзор 2025 года по обучению с подкреплением в решении задач разработки расписаний (reinforcement learning in dynamic job shop scheduling) показывает, что это один из способов реагировать на неопределенность, новые заказы, поломки и изменяющуюся производственную среду [9].
Но обучение с подкреплением нельзя внедрять без осторожности. Агент должен обучаться в симуляторе или цифровом двойнике, а его действия должны ограничиваться допустимыми правилами. Иначе он может предложить решение, которое математически или технологически невыполнимо.
8.6. Реалистичные ограничения и JobShopLab
Исследовательская среда JobShopLab 2025 года прямо расширяет классическую задачу составления расписания (job shop scheduling) реальными ограничениями: транспортная логистика, буферы, поломки станков, переналадки, стохастические длительности и многокритериальная оптимизация [11]. Это показывает общий тренд: модель расписания должна быть ближе к реальному цеху, а не к учебной задаче.
8.7. ИИ-агенты и большие языковые модели (LLM)
Большие языковые модели (LLM) полезны на уровне взаимодействия с человеком и знаниями:
- объяснить, почему план изменился;
- найти противоречие в исходных данных;
- сформировать запрос к оптимизатору;
- подготовить отчет о рисках;
- перевести управленческую цель в параметры расчета;
- помочь инженеру добавить новое ограничение в APS-модель.
Но LLM не должна быть единственным расчетным ядром. Расписание должен считать оптимизатор (solver), а LLM должна быть интерфейсом, аналитиком и координатором.
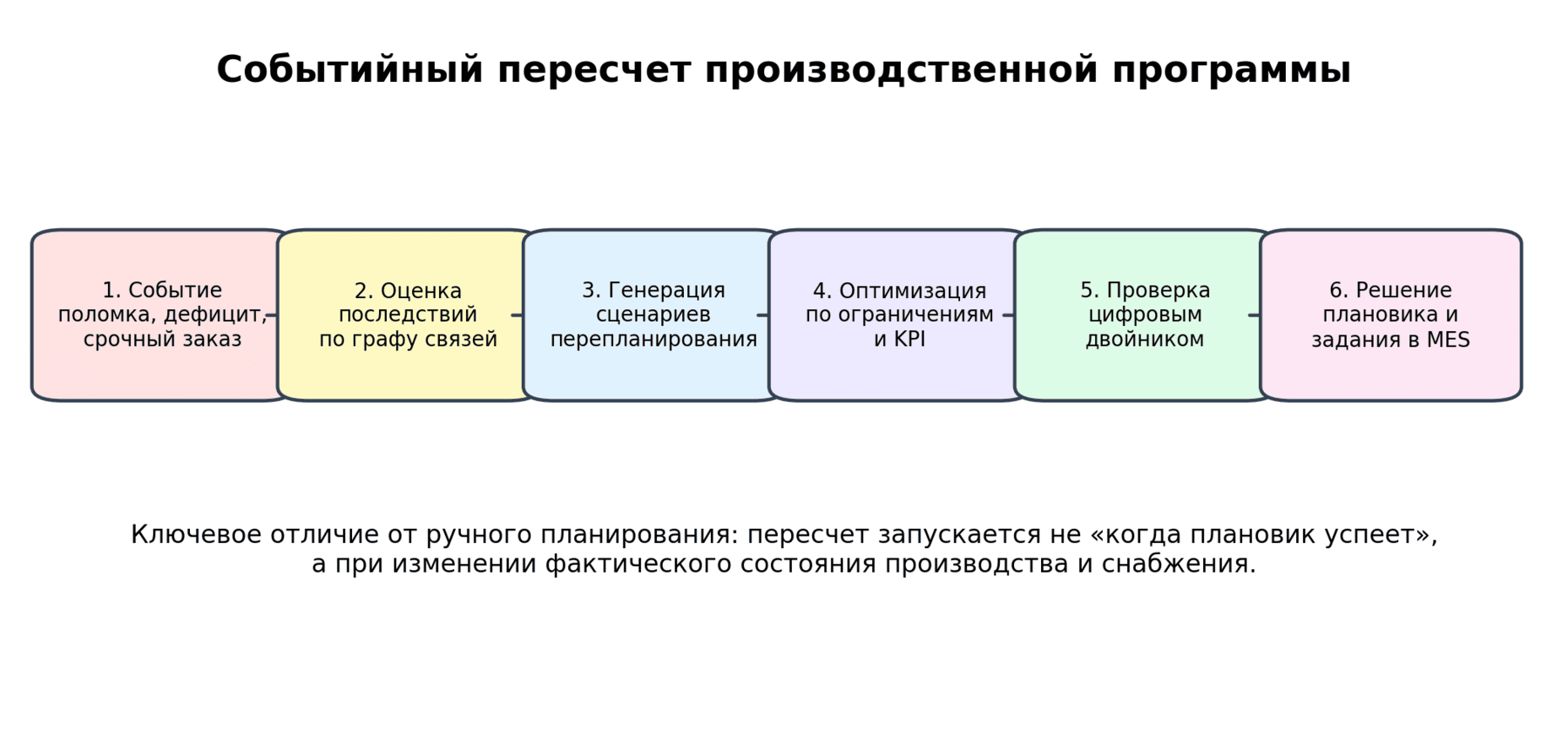
9. Событийный алгоритм пересчета производственной программы
Современная система должна работать не по принципу «один раз в месяц составили план», а по принципу событийного пересчета.
Алгоритм можно представить так.
Шаг 1. Фиксация события
Событием может быть:
- задержка поставки;
- поломка оборудования;
- отклонение фактической длительности операции;
- изменение приоритета заказа;
- появление срочного заказа;
- брак на операции;
- возврат на доработку;
- отсутствие работника;
- изменение КД/ТД;
- изменение календаря смен.
Шаг 2. Определение зоны влияния
Система по графу производственной программы определяет:
- какие операции зависят от события;
- какие заказы могут сорваться;
- какие ресурсы освобождаются или перегружаются;
- какие материалы становятся критичными;
- какие альтернативные маршруты возможны.
Шаг 3. Генерация сценариев
Сценарии могут быть разными:
- Перенести операции на альтернативный ресурс.
- Изменить очередность работ.
- Увеличить сменность или сверхурочные.
- Отложить низкоприоритетный заказ.
- Использовать складской аналог или заменитель.
- Передать часть операций на кооперацию.
- Разделить партию.
- Изменить комплектацию сборки.
Шаг 4. Оптимизационный расчет
Solver проверяет допустимость сценариев и рассчитывает показатели:
- просрочка;
- загрузка ресурсов;
- дефицит материалов;
- НЗП;
- переналадки;
- стоимость;
- риск;
- влияние на приоритетные заказы.
Шаг 5. Проверка цифровым двойником
Цифровой двойник имитирует выбранные сценарии и выявляет скрытые проблемы: очереди, транспортные ограничения, перегрузку склада, ожидание контроля, недостаток специалистов.
Исследования по динамической реконфигурации производственных линий на основе цифрового двойника показывают, что цифровой двойник может мониторить возмущения, запускать реконфигурацию, использовать модель возможностей ресурсов и проверять сценарии в симуляции. В одном из кейсов 2025 года система предотвращала падение пропускной способности на 26% и 63% в двух сценариях нарушений, а оптимизатор находил решение в среднем за 0,03 секунды для линии с 51 операцией и 40 агентами [12].
Шаг 6. Решение плановика
Плановик получает не один график, а набор решений:
- лучший по срокам;
- лучший по стоимости;
- лучший по загрузке;
- лучший по риску;
- компромиссный вариант.
ИИ-агент объясняет, почему выбранный вариант лучше и какие заказы или ресурсы являются критическими.
10. Отличия машиностроения и приборостроения
Общая математическая логика одинакова: изделия, операции, ресурсы, материалы, сроки, ограничения и оптимизация. Но структура ограничений отличается.
10.1. Машиностроение
Для машиностроения ключевые ограничения обычно связаны с:
- механообработкой;
- заготовительным производством;
- термообработкой;
- гальваникой и покрытиями;
- уникальными станками;
- оснасткой и инструментом;
- сборочными площадками;
- контролем качества;
- кооперацией;
- длительными циклами производства деталей.
AI-APS для машиностроения должна особенно хорошо учитывать переналадки, загрузку станков, маршруты деталей, очереди между цехами и состояние НЗП.
10.2. Приборостроение
Для приборостроения добавляются другие критичные блоки:
- электронные компоненты и аналоги;
- версии КД, ПО и прошивок;
- сборка плат и модулей;
- настройка, регулировка, калибровка;
- испытательные стенды;
- климатические камеры;
- метрологическое оборудование;
- прослеживаемость серийных номеров;
- возвраты после испытаний;
- дефицит импортных комплектующих.
В приборостроении один отсутствующий компонент может заблокировать десятки готовых комплектов. Поэтому AI-APS должна сильнее интегрироваться с SCM/WMS и управлением заменами компонентов.
10.3. Сравнение
| Параметр | Машиностроение | Приборостроение |
|---|---|---|
| Главные узкие места | станки, термообработка, покрытия, сборочные площади | комплектующие, настройка, испытания, стенды, калибровка |
| Главный риск | загрузка оборудования, длинные операции, кооперация | дефицит электронных компонентов, версии, брак на испытаниях |
| Главная модель данных | ДСЕ, маршруты, нормы времени, оснастка | BOM, ПКИ, аналоги, версии, серийные номера, ПО |
| Типичный НЗП | детали и узлы между операциями | недоукомплектованные комплекты, изделия после настройки/испытаний |
| AI-эффект | снижение простоев и переналадок | снижение срывов из-за комплектации и испытаний |
Вывод: подход один, но акценты разные. Для машиностроения AI-APS — это прежде всего балансировка операций и мощностей. Для приборостроения — синхронизация комплектации, сборки, настройки и испытаний.
11. Информационная база современной модели
Исходная работа отдельно выделяла информационную базу модели: материалоемкость, трудоемкость, коэффициенты приведения к мощности, длительности, запаздывания, задержки на складе, доступные мощности. В современной системе этот перечень расширяется.
11.1. Нормативные данные
- структура изделия (BOM);
- специфицированный список деталей и сборочных единиц / СС ДСЕ;
- пооперационные маршруты / МПМ ДСЕ;
- нормы времени;
- нормы расхода материалов;
- технологические задержки;
- календарно-плановые нормативы;
- нормативы мощности оборудования;
- нормативы трудовых ресурсов;
- правила замен материалов и компонентов.
11.2. Фактические данные
- фактические начала и окончания операций;
- фактические простои;
- фактические переналадки;
- брак и причины брака;
- повторные операции;
- движение НЗП;
- остатки склада;
- входной контроль;
- фактические даты поставок;
- фактическая доступность персонала.
11.3. Управленческие данные
- приоритет заказов;
- штрафы;
- маржинальность;
- стратегическая важность заказчика;
- допустимость переноса сроков;
- договорные обязательства;
- бюджетные ограничения;
- лимиты оборотного капитала.
11.4. Данные для AI
- история выполнения операций;
- история срывов поставок;
- история поломок оборудования;
- состояние оборудования;
- квалификация работников;
- повторяемость изделий;
- характеристики материалов;
- настройки технологических режимов;
- результаты контроля и испытаний.
Качество AI-APS зависит не от красоты интерфейса, а от качества этих данных. Если маршруты неточны, нормы устарели, остатки склада недостоверны, а факт операций не фиксируется, система будет оптимизировать ошибочную модель.
12. Что оптимизировать: от допустимого плана к управленческому решению
В исходной модели важным результатом является допустимый циклический план. В современной постановке этого недостаточно: предприятие должно выбрать лучший вариант из множества допустимых.
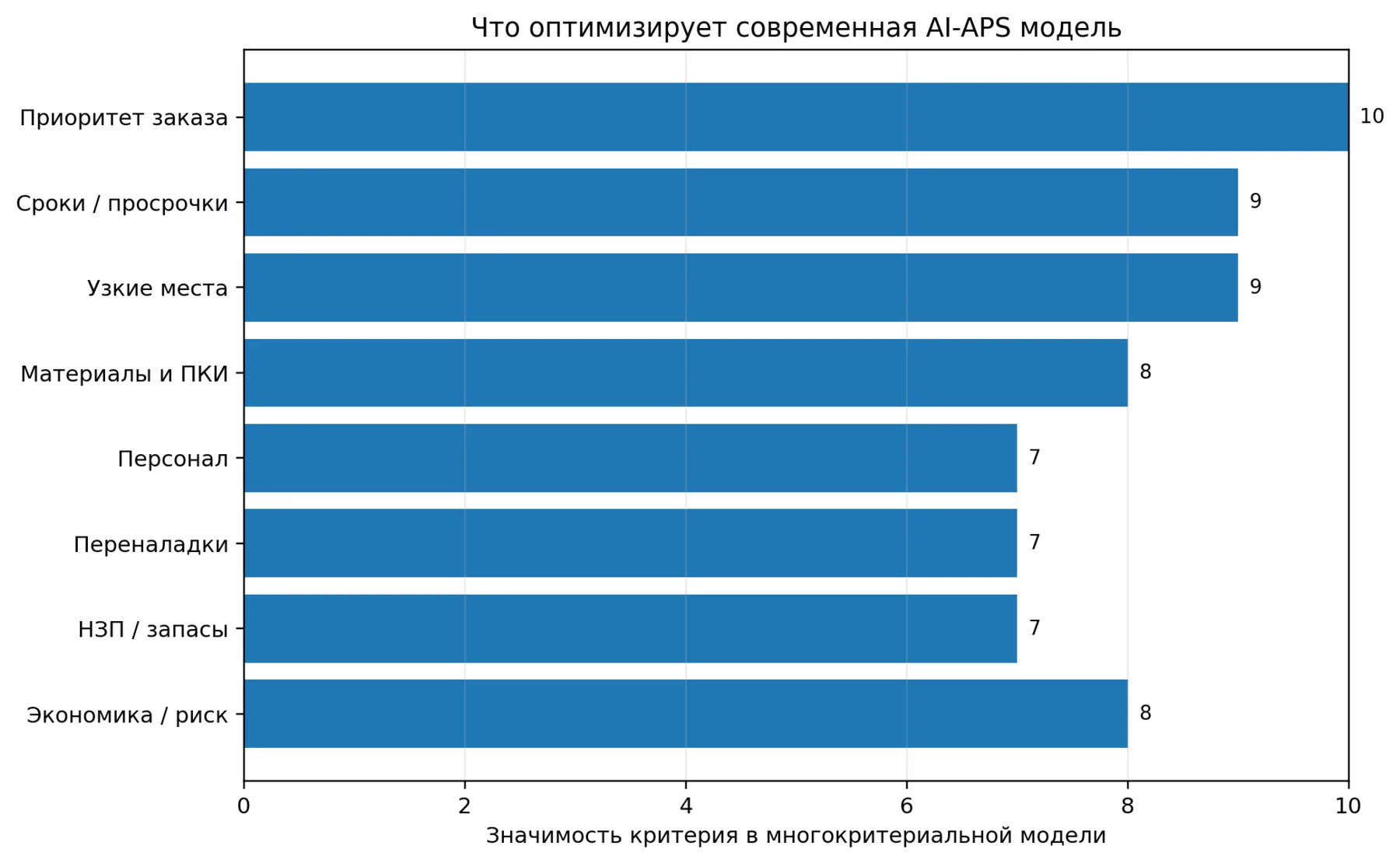
Основные критерии:
- Приоритет заказа. Выполнение наиболее важных заказов с учетом клиента, штрафов, маржинальности, стратегического значения и влияния на последующие сборки.
- Сроки. Минимизация просрочек и соблюдение договорных дат.
- Объем выпуска. Выполнение требуемых партий и комплектов.
- Загрузка цехов и участков. Балансировка загрузки между подразделениями.
- Загрузка оборудования. Использование станков, линий, стендов, камер, рабочих мест.
- Загрузка персонала. Учет смен, квалификации, бригад и дефицитных специалистов.
- Материальные ограничения. Наличие комплектующих, материалов, полуфабрикатов и кооперации.
- Узкие места. Максимально эффективное использование критических ресурсов.
- Переналадки. Минимизация смен инструмента, оснастки, программ и технологических режимов.
- НЗП и запасы. Снижение лишних заделов и замороженного оборотного капитала.
- Экономика. Снижение сверхурочных, штрафов, простоев, срочных закупок и затрат на кооперацию.
- Устойчивость. Способность плана сохранять выполнимость при новых возмущениях.
- Риск выполнения заказа. Вероятность срыва срока по каждому заказу.
Такой подход переводит планирование из технической функции в управленческое ядро предприятия. Планирование начинает связывать производство, снабжение, финансы, продажи, конструкторскую подготовку и управление рисками.
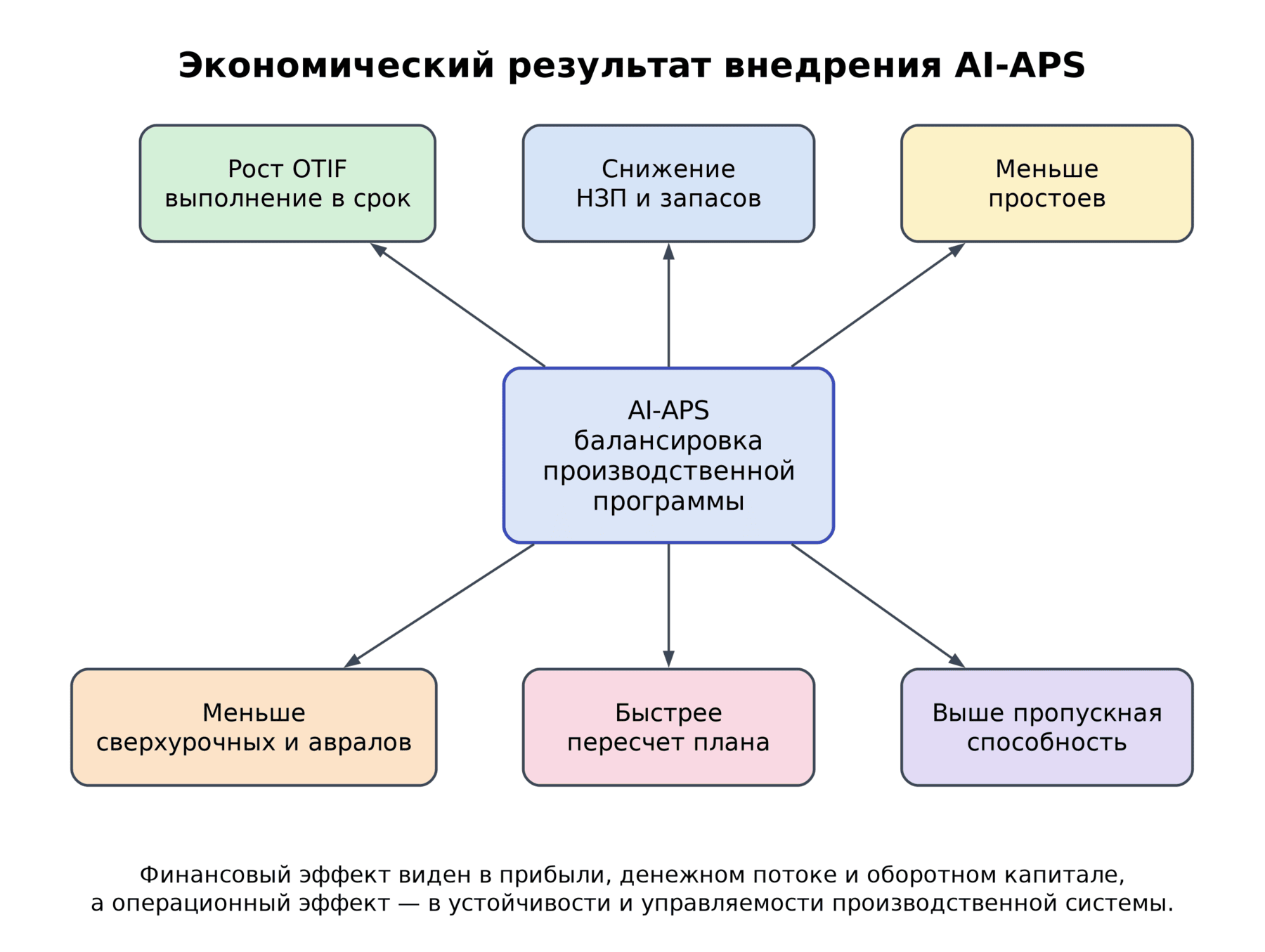
13. Экономический результат
Экономический эффект возникает не только за счет сокращения времени планирования. Главное — повышение выполнимости производственной программы и снижение потерь.
13.1. Основные источники эффекта
| Источник эффекта | Как проявляется |
|---|---|
| Снижение просрочек | меньше штрафов, выше удовлетворенность заказчиков |
| Рост OTIF | больше заказов выполняется в срок и в полном объеме |
| Сокращение НЗП | меньше замороженного оборотного капитала |
| Снижение запасов | меньше складских затрат и устаревания компонентов |
| Снижение простоев | выше выпуск без покупки новых мощностей |
| Снижение переналадок | больше полезного машинного времени |
| Меньше сверхурочных | ниже прямые затраты |
| Быстрый пересчет | меньше управленческих задержек |
| Выше загрузка узких мест | рост пропускной способности всей системы |
13.2. Публичные примеры
Siemens указывает, что Opcenter APS используется для долгосрочного, среднесрочного и детального планирования, помогает выявлять узкие места, снижать время переналадок (setup time), повышать использование машин и инструментов и сокращать незавершенное производство (WIP) [15]. В кейсе Dauper расписание производства сократилось с 2-5 дней до примерно 10 минут, что позволило быстрее анализировать варианты, учитывать сырье и менять последовательности [16]. В кейсе Natural One Siemens указывает сокращение процесса планирования с трех дней до двух часов [15].
DELMIA Ortems от Dassault Systèmes позиционируется как решение для гибкого планирования, диспетчеризации и производства (agile planning, scheduling and production), добавляющее к MES возможности оптимизации ресурсов с конечными мощностями и ограничениями (constraint-based finite-capacity resource optimization) [17].
Эти примеры не являются прямым доказательством эффекта именно от ИИ-агентов, но они показывают эффект от перехода от ручного и табличного планирования к интегрированному APS. AI-слой усиливает этот эффект за счет прогнозов, анализа рисков и сценарного пересчета.
14. Практический алгоритм внедрения
Этап 1. Диагностика модели планирования
Нужно ответить на вопросы:
- какие планы формируются;
- кто их формирует;
- какие данные используются;
- сколько времени занимает пересчет;
- какие данные устарели;
- где возникают ручные корректировки;
- какие ограничения не учитываются;
- какие срывы повторяются чаще всего.
Этап 2. Формирование цифровой нормативной базы
Без нормативной базы AI-APS не заработает. Нужно актуализировать:
- СС ДСЕ;
- МПМ ДСЕ;
- маршруты;
- нормы времени;
- нормы материалов;
- альтернативные ресурсы;
- календарь оборудования;
- квалификации персонала;
- правила переналадки;
- правила комплектования.
Этап 3. Создание базовой математической модели
На этом этапе строится модель допустимости:
- что можно производить;
- из чего можно производить;
- на каких ресурсах;
- кем;
- в какие сроки;
- с какими складами и запасами;
- при каких ограничениях.
Этап 4. Подключение оптимизатора
Сначала достаточно классического solver-слоя: CP-SAT, MILP или специализированный APS. AI можно добавлять позже. Главное — научиться автоматически строить выполнимые планы.
Этап 5. Подключение фактических данных MES/WMS/ERP
План становится живым только тогда, когда система получает факт:
- операция началась;
- операция завершилась;
- есть отклонение;
- материал пришел;
- станок недоступен;
- возник брак;
- заказ изменился.
Этап 6. AI-прогнозы
AI-модели стоит добавлять по мере накопления данных. Сначала наиболее полезны:
- прогноз длительности операций;
- прогноз риска задержки поставок;
- прогноз отказов оборудования;
- прогноз вероятности просрочки заказов.
Этап 7. Цифровой двойник и сценарии
После устойчивой работы базового планирования можно подключать имитационную модель для проверки what-if сценариев.
Этап 8. AI-помощник
На последнем этапе ИИ-агент становится интерфейсом для руководителей, плановиков, снабженцев и мастеров. Он помогает формировать сценарии, объяснять расчеты и готовить управленческие решения.
15. Для каких предприятий AI-APS целесообразно
AI-APS целесообразна не с определенного размера предприятия, а с определенного уровня сложности планирования.
15.1. Когда можно не внедрять AI-APS
Система может быть избыточной, если:
- номенклатура малая;
- маршруты стабильны;
- заказов немного;
- дефицитных ресурсов почти нет;
- план редко меняется;
- производство можно надежно управлять простым MRP/MES и Excel;
- цена ошибки планирования невелика.
15.2. Когда AI-APS становится оправданной
Система становится целесообразной, если одновременно присутствуют несколько признаков:
- десятки или сотни активных заказов;
- сотни или тысячи операций в горизонте планирования;
- десятки ограниченных ресурсов;
- частые изменения производственной программы;
- регулярные проблемы с комплектующими;
- ручной пересчет занимает часы или дни;
- просрочки и НЗП дают заметные финансовые потери;
- есть дорогие узкие места;
- требуется быстро сравнивать сценарии.
15.3. Где эффект максимален
Наибольший эффект ожидается в широкономенклатурном малосерийном производстве:
- приборостроение;
- авиационное и ракетно-космическое производство;
- судостроение;
- тяжелое машиностроение;
- станкостроение;
- опытное и мелкосерийное производство;
- ремонтные и сервисные производства;
- производство сложных электронно-механических изделий.
16. Риски и ограничения
16.1. Плохие данные
Главный риск — внедрить красивую систему на плохих данных. Если фактический склад не совпадает с учетным, маршруты устарели, нормативы условны, а операции закрываются задним числом, AI-APS будет выдавать формально правильные, но практически невыполнимые планы.
16.2. Неправильная роль AI
AI не должен заменять оптимизационный solver. LLM может объяснять, искать противоречия, формировать сценарии, но не должна быть единственным источником расписания.
16.3. Сопротивление организации
Планирование затрагивает продажи, производство, снабжение, финансы и конструкторские службы. Если правила приоритизации не согласованы, система будет конфликтовать с ручным управлением.
16.4. Слишком высокая детализация
Полная операция-за-операцией модель может быть слишком тяжелой для долгого горизонта. Поэтому нужна иерархия:
- стратегический уровень — мощности и портфель заказов;
- тактический уровень — месячная/недельная программа;
- оперативный уровень — сменные и суточные задания;
- диспетчерский уровень — ближайшие операции.
16.5. Экономическая неоправданность
Если производство простое, стабильное и не имеет серьезных потерь от планирования, AI-APS может быть неоправданно дорогой. В таких случаях лучше начать с нормализации данных, простого APS или улучшения MES-дисциплины.
17. Итоговая концепция модели
Математическая модель 2026 года расширена современными уровнями.
17.1. Что сохраняется из модели 2004
- дискретная ступенчатая природа выпуска;
- учет начатых и завершенных единиц;
- расчет НЗП;
- материальные потребности с запаздываниями;
- складские балансы;
- трудовые ограничения;
- мощностные ограничения;
- нормативная база параметров;
- допустимость производственного плана.
17.2. Что добавляется в модель 2026
- приоритеты заказов;
- альтернативные маршруты;
- вероятностные длительности операций;
- риск поставок;
- риск брака;
- риск поломок;
- цифровой двойник;
- оптимизационный solver;
- графовая модель производственной программы;
- AI-прогнозы;
- RL-диспетчеризация;
- AI-copilot;
- сценарный выбор управленческого решения.
17.3. Новая формула управления планированием производства
В обобщенном виде современную систему можно описать так:
при этом параметры функции постоянно обновляются из фактических данных производства, а AI-модели оценивают неопределенность и риски.
18. Заключение
Для широкономенклатурного машиностроения и приборостроения математическая модель становится основой нового поколения систем управления производством. Чем сложнее изделие, чем больше комплектующих, операций, цехов, участков, станков, стендов, работников и поставщиков, тем важнее строгая расчетная модель.
Исходная работа 2004 года была построена на концепции: дискретное производство нужно описывать через выпуск, потребление, склады, запаздывания, трудовые и мощностные ограничения. Современные AI-технологии позволяют сделать следующий шаг: превратить эту модель в живую систему, которая получает факт из ERP/MES/WMS/PLM, прогнозирует риски, пересчитывает варианты, проверяет их цифровым двойником и объясняет решения руководителю и плановику.
Для машиностроения такая система дает эффект через снижение простоев, переналадок, НЗП и просрочек. Для приборостроения — через синхронизацию комплектации, сборки, настройки, испытаний, версий изделия и дефицитных компонентов. В обоих случаях AI-APS становится не просто программой для построения графика, а ядром управленческого контура предприятия.
Главный практический вывод: внедрение AI-APS надо начинать не с выбора модной AI-платформы, а с построения корректной математической и информационной модели производства. AI усиливает сильную модель, но не спасает слабую. Если есть качественная нормативная база, учет факта, прозрачные ограничения и управленческие критерии, современные технологии AI способны существенно повысить устойчивость, скорость и экономическую эффективность производственного планирования.
Источники
- Ефремов В.Р. «Математическая модель машиностроительного производства и алгоритм составления плана». Москва, 2004.
- Rondeau P., Litteral L. A. The evolution of manufacturing planning and control systems: From reorder point to enterprise resource planning. Production and Inventory Management Journal, 2001. digitalcommons.butler.edu/…
- Vollmann T. E., Berry W. L., Whybark D. C., Jacobs F. R. Manufacturing Planning and Control for Supply Chain Management. McGraw-Hill, классический источник по MPC (manufacturing planning and control).
- ISA. ISA-95 Standard: Enterprise-Control System Integration. isa.org/…
- Ouahabi N. et al. Leveraging digital twin into dynamic production scheduling: A review. Robotics and Computer-Integrated Manufacturing, 2024. sciencedirect.com/…
- Google OR-Tools. The Job Shop Problem. developers.google.com/…
- IBM. Introduction to Scheduling Concepts in CP Optimizer. ibm.com/…
- Lan L., Berkhout J. PyJobShop: Solving scheduling problems with constraint programming in Python. arXiv:2502.13483, 2025. arxiv.org/…
- Ngwu C. et al. Reinforcement learning in dynamic job shop scheduling: a comprehensive review of AI-driven approaches in modern manufacturing. Journal of Intelligent Manufacturing, 2025. link.springer.com/…
- Smit I. G. et al. Graph Neural Networks for Job Shop Scheduling Problems: A Survey. arXiv:2406.14096, 2024. arxiv.org/…
- Hoss J., Schelling F., Klarmann N. A Production Scheduling Framework for Reinforcement Learning Under Real-World Constraints. arXiv:2506.13566, 2025. arxiv.org/…
- Fu B. et al. Digital Twin-based Smart Manufacturing: Dynamic Line Reconfiguration for Disturbance Handling. IEEE T-ASE / arXiv:2506.07332, 2025. arxiv.org/…
- Li M. et al. A4PS: Agentic AI-assisted advanced planning and scheduling with large language models for smart manufacturing. Journal of Manufacturing Systems, 2026. sciencedirect.com/…
- Reuters. Foxconn unveils first large language model. 2025. reuters.com/…
- Siemens. Opcenter Advanced Planning and Scheduling. siemens.com/…
- Siemens. Dauper uses Opcenter APS to make production scheduling 300 times faster. resources.sw.siemens.com/…
- Dassault Systèmes. DELMIA Ortems. 3ds.com/…
Приложение. Краткая таблица соответствия исходной модели и современной AI-APS системы
| Элемент исходной модели | Современное развитие |
|---|---|
| Ступенчатая функция выпуска | Событийная модель фактического состояния производства |
| Функция начатых и завершенных единиц | MES-факт запуска/завершения операций |
| НЗП как разность начатого и завершенного | Операционный WIP по заказу, партии, операции и месту хранения |
| Материальные затраты с запаздыванием | Потребность по времени (time-phased material demand) |
| Залповые и равномерные поставки | Разные профили потребления: ПКИ, энергия, материалы, услуги кооперации |
| Склад-накопитель | WMS, буферы, страховые запасы, комплектование |
| Трудовые ограничения | Квалификации, смены, бригады, дефицитные специалисты |
| Мощностные ограничения | Планирование с конечными мощностями (finite capacity scheduling) |
| Длительности операций | AI-прогноз фактической длительности и распределение неопределенности |
| Допустимый циклический план | Динамическое сценарное перепланирование |
| Нормативная база | Единая цифровая модель ERP/PLM/MES/WMS/HR/ТОиР |
| Ручной анализ вариантов | AI-copilot, solver, цифровой двойник, what-if анализ |