Аннотация
Специфика предприятия оказывает значительное влияние на формы и содержание всех разделов планирования. Очевидно, что планирование на нефтехимическом предприятии в корне отличается от планирования на предприятии машиностроительном. Более того, даже внутри машиностроительной/приборостроительной отрасли планирование предприятий с серийной продукцией значительно отличается от планирования предприятий с опытным и мелкосерийным производством. В целом парадигму любого планирования можно определить как «мероприятия по балансировке потребностей в ресурсах с мощностью доступных источников». В начале 2000-х автором с коллегами была подготовлена программа подготовки руководителей промышленных предприятий, включающая в себя курс «Управление предприятием». Для курса были разработаны, в том числе, методические материалы: Ефремов В.Р., Портнов В.Э. Методические основы планирования — авторские методические материалы для специалистов: нормативная база, технико‑экономическое планирование, производственная программа, СС ДСЕ, МПМ ДСЕ, ОКП, МТС, бюджеты и взаимосвязь разделов планирования. [25]
Ефремов В.Р., Портнов В.Э. Анализ практики планирования — авторские методические материалы: анализ системы планирования, процессы ОКП «как есть», МТС, контроль комплектования и экономическая оценка недостатков системы планирования.[26]
Ефремов В.Р., Портнов В.Э. Модернизация системы планирования — авторские методические материалы: упрощение процедур, шаблоны потребления ресурсов, оптимизация производственной программы, объемное планирование цехов и расчет мощностей.[27]
Указанные материалы и приложения к ним служили методической основой курса лекций и семинаров для слушателей. Методическая основа является базовой для понимания и организации процедур и методик планирования на машиностроительных/приборостроительных предприятиях. Цель этой статьи — развитие методической основы планирования с учетом применения современных технологий искусственного интеллекта / AI. Статья ориентирована на управление производством в приборостроении и машиностроении: от методической постановки задачи до практической архитектуры внедрения.
Гибридное планирование, цифровой двойник и динамическая балансировка производственной программы
Управление производством развивается вслед за потребностями и возможностями экономики от ручных графиков и MRP к AI‑APS / Artificial Intelligence + Advanced Planning and Scheduling / искусственный интеллект + расширенное планирование и диспетчеризация. В настоящей статье важно уточнить: AI‑APS — это не «нейросеть, которая сама придумывает расписание». Это гибридная система, где оптимизационный расчет, цифровой двойник, прогнозные AI‑модели и AI‑агент работают в едином контуре планирования предприятия.
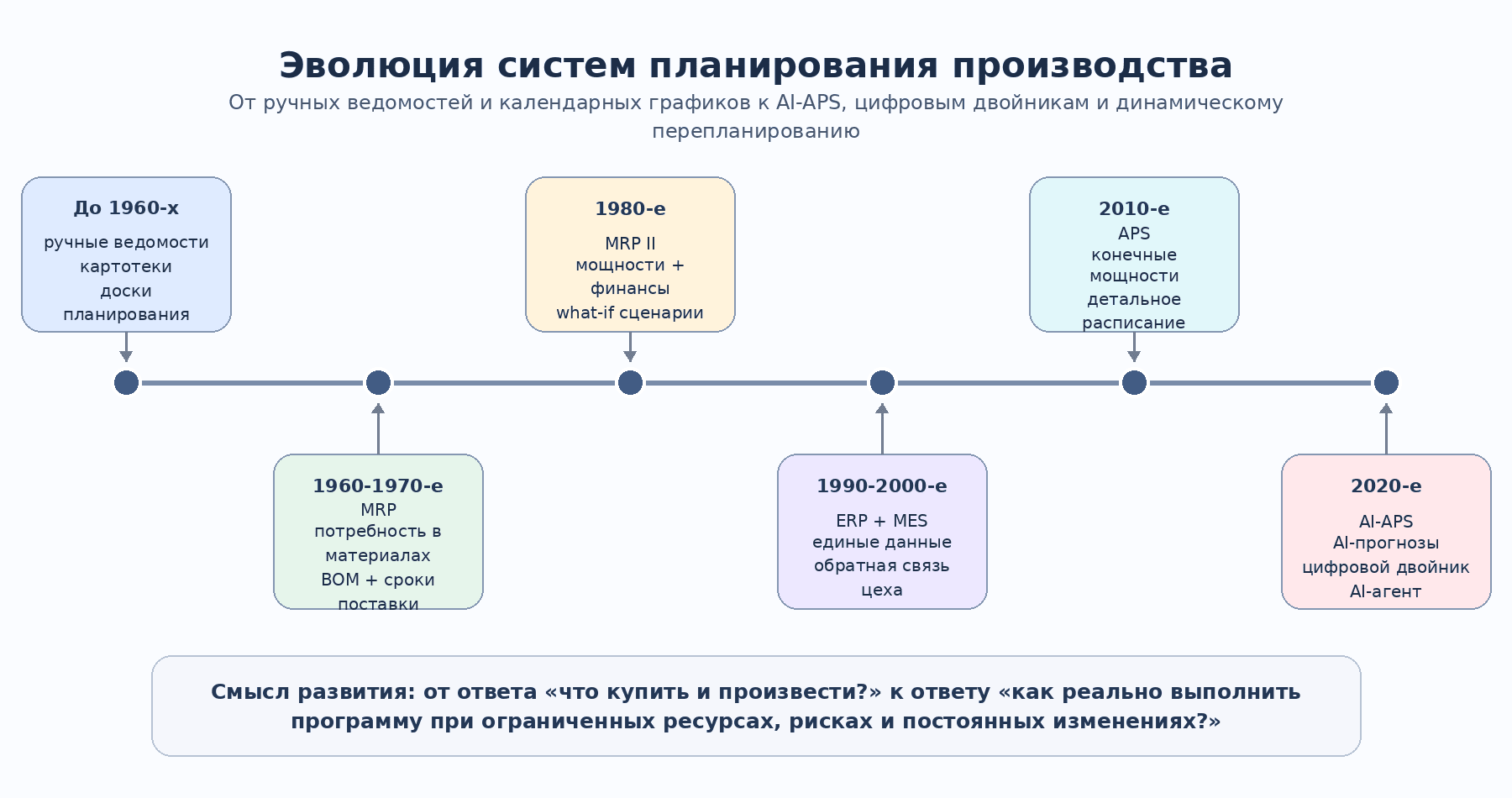
Рисунок 1. Эволюция систем производственного планирования: от ручного учета и MRP к AI‑APS.
1. Как развивались системы планирования производства
Планирование производства появилось задолго до компьютеров. На ранних этапах оно велось вручную: с помощью ведомостей, карточек, диспетчерских досок, календарных графиков, нормативов запуска-выпуска, лимитных карт и ежедневных производственных совещаний. Такой подход работал, пока номенклатура была ограниченной, маршруты — устойчивыми, а число одновременно выполняемых заказов — обозримым.
С ростом сложности производства ручное планирование стало недостаточным. В 1960–1970‑е годы получили развитие MRP / Material Requirements Planning / планирование потребности в материалах. MRP отвечало на ключевой вопрос: какие материалы и комплектующие нужны, в каком количестве и к какой дате, чтобы выполнить производственный план. Основой стали спецификации изделий / BOM, нормативные сроки поставки, складские остатки и производственные заказы. Исторические обзоры развития Manufacturing Planning and Control / производственного планирования и управления выделяют MRP как один из ключевых этапов перехода от систем повторного заказа к компьютерному расчету потребностей [1].
В 1980‑е годы MRP развилось в MRP II / Manufacturing Resource Planning / планирование производственных ресурсов. MRP II расширило фокус: теперь планировались не только материалы, но и производственные мощности, персонал, финансы и сценарии «что если». В определении Oliver Wight MRP II рассматривается как метод эффективного планирования ресурсов производственной компании, связывающий операционное планирование в натуральных единицах, финансовое планирование в деньгах и имитацию вариантов развития событий [2].
В 1990‑е и 2000‑е годы центр тяжести сместился к ERP / Enterprise Resource Planning / планирование ресурсов предприятия. ERP объединила финансы, закупки, продажи, склад, производство, персонал и управленческий учет в единой информационной системе. Но ERP и MRP в основном отвечают на вопросы «что нужно сделать?» и «какие материалы нужны?». В сложном дискретном производстве этого недостаточно: нужно еще понять, как именно выполнить программу при ограниченных мощностях.
Для этого появились APS / Advanced Planning and Scheduling / расширенное планирование и диспетчеризация и MES / Manufacturing Execution System / система управления производственным исполнением. APS строит выполнимые планы с учетом конечных мощностей, ограниченных ресурсов, маршрутов и приоритетов. MES возвращает фактическую обратную связь из цеха: что реально выполнено, где возник простой, сколько продукции годно, какие операции задержаны.
Новый этап — AI‑APS. Он добавляет прогнозирование на основе данных, цифровой двойник, сценарные расчеты, граф производственных зависимостей и AI‑агента для плановика. Если MRP помогало рассчитать потребность в материалах, MRP II — связать производство с мощностями и финансами, а ERP — объединить предприятие в одну систему данных, то AI‑APS делает следующий шаг: помогает быстро выбирать лучший вариант производственной программы при постоянных изменениях.
2. Авторская методическая основа: от книг начала 2000-х к современному AI‑APS
Для этой статьи важен не только мировой технологический контекст, но и личная методическая линия автора. В начале 2000‑х годов для специалистов были подготовлены три книги по планированию производства: «Методические основы планирования», «Анализ практики планирования» и «Модернизация системы планирования». Их содержание хорошо показывает, что современные AI‑APS‑системы выросли не на пустом месте: в их основе находятся те же производственные данные, нормативы, маршруты, спецификации, мощности, материальные ограничения и экономические расчеты, которые раньше приходилось собирать, проверять и пересчитывать вручную или в простых информационных системах.
Первая книга была посвящена методическим основам планирования: специфике предприятия, конструкции и технологии изделий, длительности производственного цикла, измерению потребностей и мощностей, технико‑экономическому планированию, нормативной базе, себестоимости, ценообразованию, бюджету доходов и расходов, запасам, оперативно‑календарному планированию, материально‑техническому снабжению, финансовому и налоговому планированию. Важное место занимали расчеты потребностей в ресурсах для выполнения плана, оптимизация производственной программы, формирование СС ДСЕ / специфицированного списка деталей и сборочных единиц и МПМ ДСЕ / массива пооперационных маршрутов деталей и сборочных единиц.
Вторая книга анализировала практику планирования: как реально формируется нормативная база, где возникают расхождения между методикой и фактической работой, как выглядят процессы оперативно‑календарного планирования «как есть», как контролируется комплектование производства материалами и покупными комплектующими изделиями, а также как можно экономически оценить недостатки системы планирования.
Третья книга была посвящена модернизации системы планирования: упрощению процедур, шаблонам потребления ресурсов, снижению избыточной детализации, подготовке нормативов длительности производственного цикла, оптимизации производственной программы, объемному планированию цехов, расчету мощности цехов в нормо‑часах и учету выполнения планов по объемным показателям.

Рисунок 2. Методическая связь: базовые задачи планирования начала 2000‑х и современный AI‑APS‑контур.
Главный вывод из этой авторской линии следующий: AI‑APS не отменяет классическую методику планирования, а автоматизирует, ускоряет и расширяет ее. Чтобы AI‑APS работал, по‑прежнему нужны корректные спецификации, маршруты, нормы времени, мощности, остатки, НЗП, данные о персонале, материалах, комплектующих, приоритетах и экономике заказов. Новое состоит в том, что современная система способна не просто один раз рассчитать производственную программу, а постоянно пересчитывать ее при возмущениях, прогнозировать риски, сравнивать сценарии и показывать финансовые последствия решений.
| Методическая задача начала 2000‑х | Как она развивается в AI‑APS |
|---|---|
| Формирование нормативной базы | Единая цифровая модель данных ERP–PLM/PDM–MES–WMS–SCM |
| СС ДСЕ и МПМ ДСЕ | Граф производственных зависимостей: заказ → изделие → ДСЕ → операция → ресурс → материал |
| Оптимизация производственной программы | Многокритериальная оптимизация с учетом сроков, приоритетов, мощностей, материалов, НЗП и экономики |
| Оперативно‑календарное планирование | Динамическое расписание с пересчетом при поломках, срывах поставок, браке и изменении приоритетов |
| Планирование МТС | Прогноз дефицитов, альтернативные поставщики, аналоги компонентов, резервирование и сценарии снабжения |
| Объемное планирование цехов | Балансировка загрузки цехов, участков, рабочих центров, стендов и специалистов |
| Экономическая оценка недостатков | Расчет эффекта через OTIF, lead time, НЗП, запасы, простои, штрафы, сверхурочные и денежный цикл |
Поэтому современное обсуждение AI‑APS целесообразно начинать не с нейросетей, а с вопроса: насколько предприятие готово представить свое производство как систему данных, нормативов, ограничений и управленческих критериев. Если такой основы нет, AI не спасает планирование. Если основа есть, AI‑APS становится инструментом нового уровня.
3. Зачем нужны системы планирования производства
Система планирования нужна не для того, чтобы «нарисовать красивый график». Ее задача — превратить портфель заказов и производственные цели в выполнимую производственную программу, согласованную с материалами, мощностями, людьми, деньгами и сроками.
Хорошая система планирования отвечает на управленческие вопросы:
- какие заказы можно выполнить в срок, а какие находятся в зоне риска;
- какие материалы, комплектующие и покупные изделия нужны для выполнения программы;
- какие цеха, участки, станки, рабочие места и специалисты перегружены;
- где находится узкое место, ограничивающее выпуск;
- какие операции надо запускать раньше, чтобы не остановить сборку;
- какие заказы имеют более высокий приоритет и почему;
- сколько денег заморожено в НЗП / незавершенном производстве и запасах;
- какие сценарии возможны при срыве поставки, поломке оборудования или появлении срочного заказа;
- как выбранный производственный план влияет на выручку, маржу, штрафы, оборотный капитал и денежный поток.
Именно поэтому планирование производства является не вспомогательной функцией, а центральным механизмом управления производственной системой. Без него предприятие может иметь заказы, станки, людей и материалы, но не иметь согласованного ответа на главный вопрос: что, когда, где, кем и за счет каких ресурсов должно быть произведено, чтобы выполнить обязательства перед клиентами и сохранить экономику производства?
4. Что делает система планирования и почему она является ядром контура управления предприятием
В современном предприятии система планирования производства находится между стратегией, продажами, закупками, инженерными данными, производственным исполнением и финансами. Она переводит коммерческие обязательства и спрос в язык производственных заданий, а ограничения цеха — обратно в язык сроков, рисков, денег и управленческих решений.

Рисунок 3. AI‑APS как ядро контура планирования: система связывает спрос, финансы, закупки, PLM/PDM, MES/MOM, склад, персонал и состояние оборудования.
Система планирования получает входные данные из нескольких контуров:
| Источник данных | Что передает в систему планирования |
|---|---|
| S&OP / Sales and Operations Planning / план продаж и операций, IBP / Integrated Business Planning / интегрированное бизнес-планирование | спрос, прогнозы, сценарии продаж, целевые уровни сервиса |
| ERP / Enterprise Resource Planning / планирование ресурсов предприятия | заказы, финансы, закупки, запасы, себестоимость, договорные сроки |
| PLM/PDM / Product Lifecycle Management / Product Data Management / управление жизненным циклом и данными изделия | структура изделия, BOM, версии КД/ТД, изменения конструкции и технологии |
| MES/MOM / Manufacturing Execution System / Manufacturing Operations Management / производственное исполнение и операционное управление | фактическое выполнение операций, НЗП, простои, брак, статус заказов |
| WMS / Warehouse Management System / управление складом | остатки, партии, местоположение, прослеживаемость, доступность комплектующих |
| SCM / Supply Chain Management / управление цепочкой поставок | поставщики, сроки поставки, альтернативы, риски снабжения |
| CMMS/ТОиР, IoT, SCADA | состояние оборудования, ремонты, аварии, доступность мощностей |
| HR / кадровый контур | смены, квалификация, доступность рабочих, наладчиков, контролеров и испытателей |
На выходе система формирует не один документ, а набор управленческих результатов:
- производственную программу по заказам, изделиям, узлам и деталям;
- детальное расписание операций по рабочим центрам;
- загрузку цехов, участков, станков, стендов и специалистов;
- потребность в материалах, комплектующих, оснастке и кооперации;
- прогноз просрочек, дефицитов, перегрузок и рисков;
- сценарии перепланирования при возмущениях;
- экономические последствия вариантов: НЗП, запасы, простои, сверхурочные, штрафы, выручка и маржа.
Именно поэтому AI‑APS можно рассматривать как ядро цифрового контура управления производством. ERP фиксирует обязательства и ресурсы, PLM/PDM описывает изделие, MES показывает фактическое исполнение, склад и закупки обеспечивают материалы, финансы оценивают экономику. Но именно система планирования соединяет эти данные в решение: какую программу реально можно выполнить и какой вариант лучше при заданных ограничениях.
Такой подход соответствует логике современных интегрированных контуров планирования. SAP IBP, например, объединяет S&OP, прогнозирование спроса, response and supply / реакцию и поставки, demand-driven replenishment / пополнение по спросу и inventory planning / планирование запасов [3]. Стандарт ISA‑95 определяет интерфейс между корпоративными и производственными системами, снижая риск, стоимость и ошибки интеграции между уровнями управления [4]. В модели ISA‑95 ERP обычно относится к уровню бизнес-планирования, MES/MOM — к уровню управления производственными операциями, а системы управления и датчики — к нижним уровням автоматизации [5].
5. Почему классическое планирование перестает работать
Классические ERP/MRP‑системы хорошо отвечают на вопросы: что нужно произвести, какие материалы нужны, когда надо заказать комплектующие. Но в сложном дискретном производстве этого недостаточно. Нужно ответить на более трудный вопрос: можно ли реально выполнить производственную программу при ограниченных мощностях, людях, комплектующих, стендах, оснастке и сроках?
В широкономенклатурном машиностроении и приборостроении план быстро устаревает. Причины типовые:
- не пришли комплектующие или покупные изделия;
- часть деталей ушла в брак и требует повторного запуска;
- сломался станок, испытательный стенд или контрольно‑измерительное оборудование;
- изменились приоритеты заказов;
- появилась срочная партия;
- фактическая длительность операции отличается от нормы;
- отсутствует квалифицированный рабочий, наладчик, испытатель или контролер;
- изменились версия изделия, спецификация, прошивка или технологический маршрут и другие факторы.
В такой ситуации Excel, ручные графики и статическое MRP‑планирование превращаются в «постоянное тушение пожаров». Плановик занят не анализом, а бесконечной перекладкой операций. Руководитель видит последствия поздно: уже после того, как сорван срок, перегружен участок или остановлена сборка.
6. Что такое AI‑APS
APS / Advanced Planning and Scheduling / расширенное планирование и диспетчеризация — это класс систем, которые строят производственные планы и расписания с учетом конечных мощностей, материалов, календарей, маршрутов, приоритетов и ресурсных ограничений. Современные APS‑системы используются для стратегического, тактического и детального планирования: от месяцев и недель до конкретной последовательности операций на рабочих местах [6], [7].
AI‑APS — следующий уровень развития APS. В нем к классическому оптимизационному ядру добавляются:
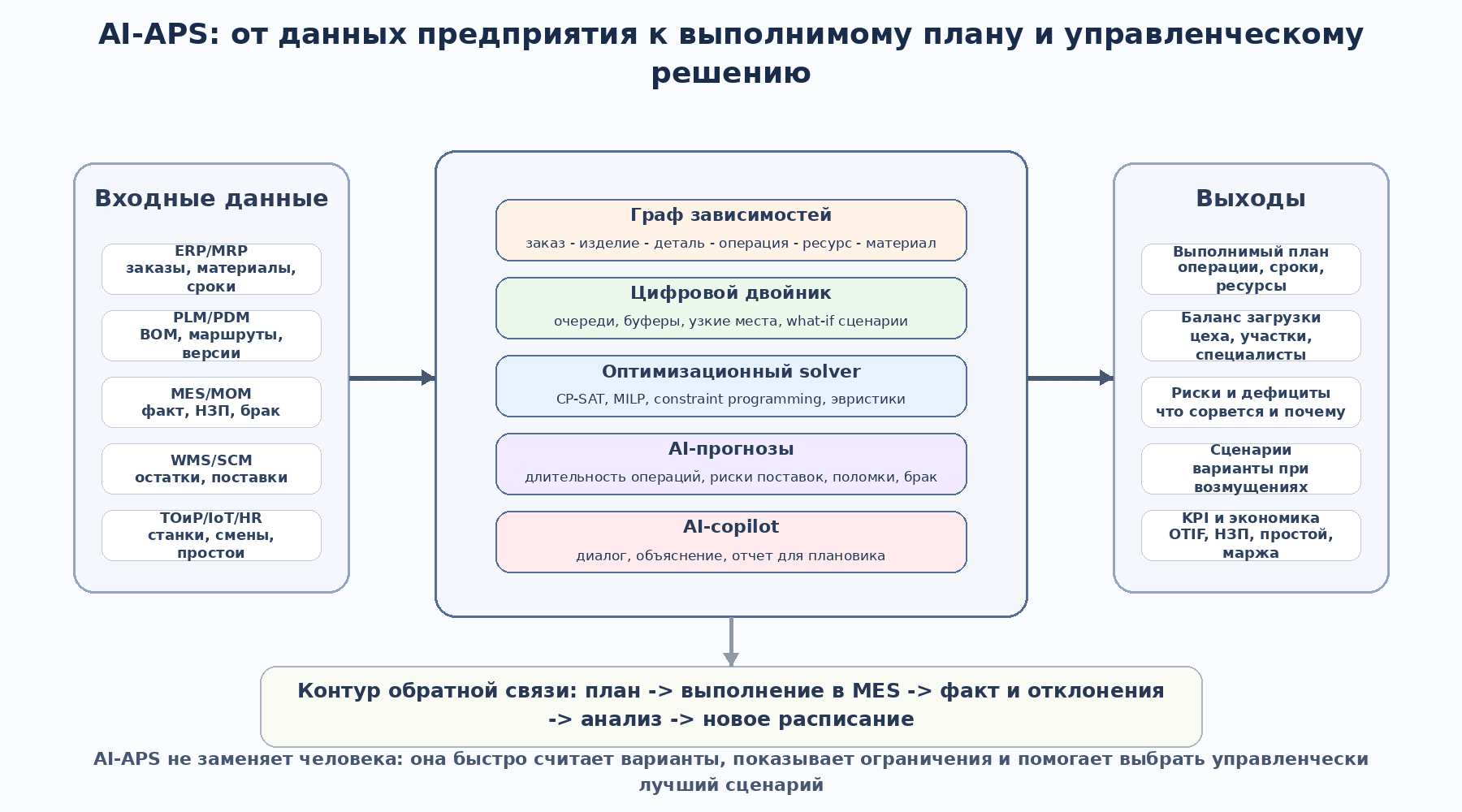
Рисунок 4. Базовая архитектура гибридной системы AI‑APS.
- прогнозные AI‑модели: длительность операций, риск поломки, вероятность срыва поставки, риск брака;
- цифровой двойник производства: проверка сценариев, очередей, буферов и узких мест;
- граф производственных зависимостей: связь заказа, изделия, детали, операции, ресурса, материала, поставки и срока;
- AI‑copilot / AI‑агент: диалоговый интерфейс, объяснение причин перепланирования и подготовка управленческих сценариев.
Важно подчеркнуть: LLM / большая языковая модель не должна сама считать расписание. Она полезна как интерфейс, аналитик и объясняющий слой. Строгое расписание должен рассчитывать оптимизационный модуль: решатель/CP‑SAT, программирование в ограничениях/constraint programming, смешанное целочисленное линейное программирование/MILP, эвристики или специализированный решатель APS‑solver.
7. Когда внедрение AI‑APS имеет смысл
AI‑APS не нужен любому предприятию. Его целесообразность определяется не размером завода, а сложностью планирования и стоимостью ошибки.
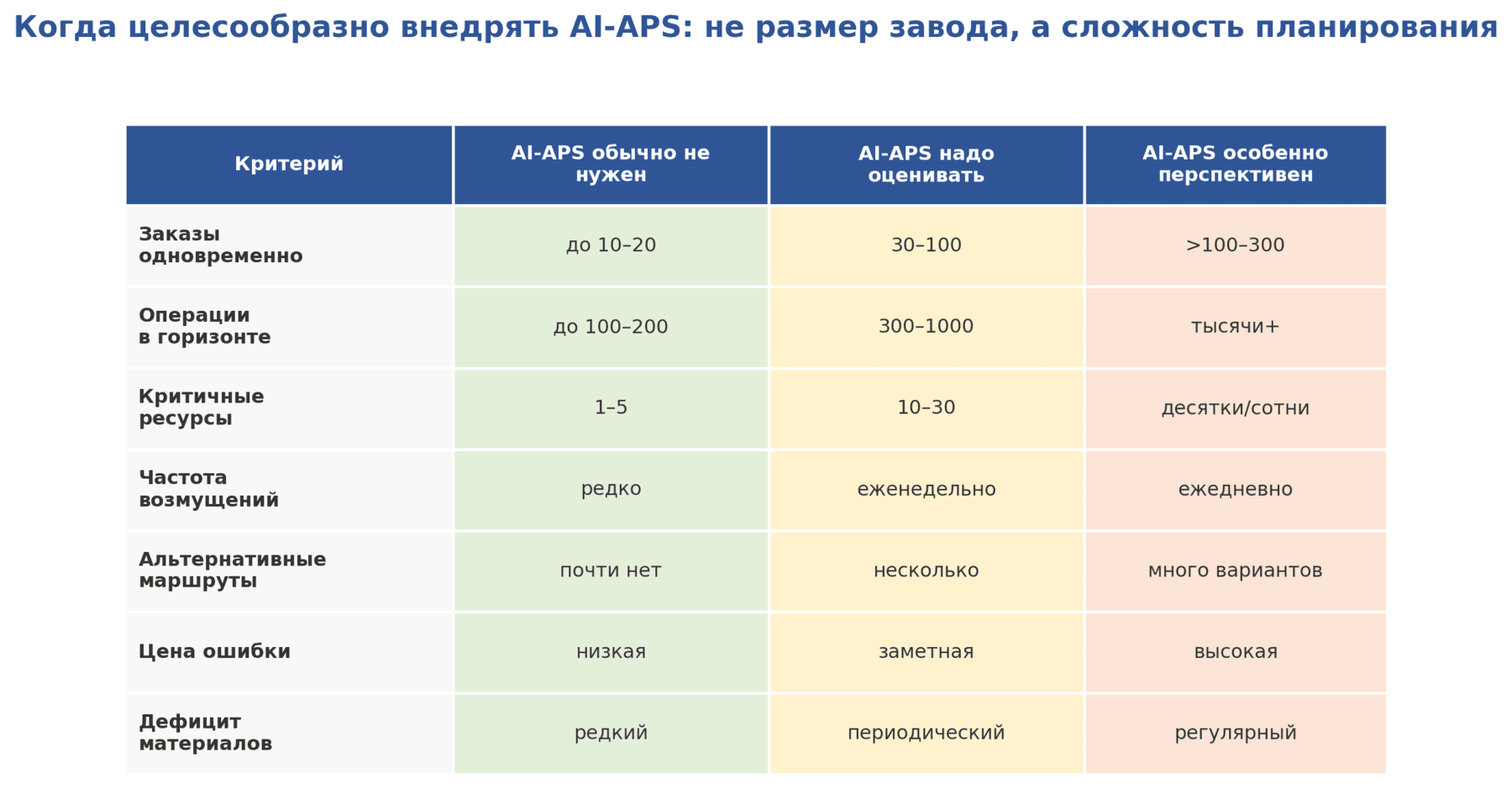
Если предприятие выпускает 3–5 стабильных изделий, маршруты не меняются, дефицита комплектующих почти нет, а план можно уверенно вести в MRP и простом календарном графике, AI‑APS может быть избыточен. В этом случае достаточно дисциплинированного MRP, MES‑диспетчеризации, визуального управления, Kanban / канбан и регулярного контроля узких мест.
AI‑APS становится целесообразным, когда одновременно выполняются несколько условий:
- в работе находится более 50–100 активных заказов;
- в горизонте планирования — сотни или тысячи операций;
- используется более 20–30 критичных ресурсов: станков, рабочих центров, испытательных стендов, участков, специалистов;
- существуют альтернативные маршруты и конкуренция за ресурсы;
- регулярно возникают сбои поставок, поломки, срочные заказы, брак, изменения КД/ТД;
- ручное перепланирование занимает часы или дни;
- цена ошибки заметна: штрафы, простои, рост НЗП, сверхурочные, срыв контрактов.
Особенно перспективна AI‑APS для high‑mix low‑volume / широкая номенклатура — малые партии и ETO / Engineer‑to‑Order / производство под инженерный заказ. Это характерно для приборостроения, специального машиностроения, опытного производства, сложной сборки, ремонта, модернизации, мелкосерийных и заказных изделий.
8. Управленческая задача: не просто расписание, а балансировка производственной программы
В реальном производстве задача шире, чем «назначить операцию на станок». Нужно сбалансировать производственную программу по нескольким измерениям:
- Заказы и приоритеты. Какие заказы стратегически важнее, где штрафы, где ключевой клиент, где критичная поставка.
- Изделия и структура. Изделие состоит из узлов, сборочных единиц, деталей и покупных компонентов.
- Операции и маршруты. Каждая деталь проходит маршрут: заготовка, мехообработка, термообработка, покрытие, контроль, сборка, испытания.
- Ресурсы. Станки, участки, рабочие, наладчики, контролеры, испытатели, стенды, оснастка, инструмент.
- Материалы. Комплектующие, полуфабрикаты, покупные изделия, электронные компоненты, аналоги, поставщики, сроки поставки.
- Ограничения. Мощности, смены, календарь, квалификация, последовательность операций, переналадки, доступность оснастки.
- Экономика. НЗП, запасы, оборотный капитал, сверхурочные, штрафы, простой, срочная логистика.
- Риск. Поломки, брак, срыв поставки, нестабильность норм времени, изменения конструкторской документации.
Именно поэтому современная система должна строиться вокруг графа производственных зависимостей: заказ → изделие → узел → деталь → операция → ресурс → материал → поставка → срок. Такой граф позволяет быстро ответить на вопрос: какие заказы пострадают, если конкретный компонент не пришел вовремя или конкретный станок остановлен на ремонт?
9. Что нужно оптимизировать
В широкономенклатурном производстве нет одного критерия. Нужна многокритериальная оптимизация, где приоритет заказа является отдельным управляющим критерием, а не просто частью срока.
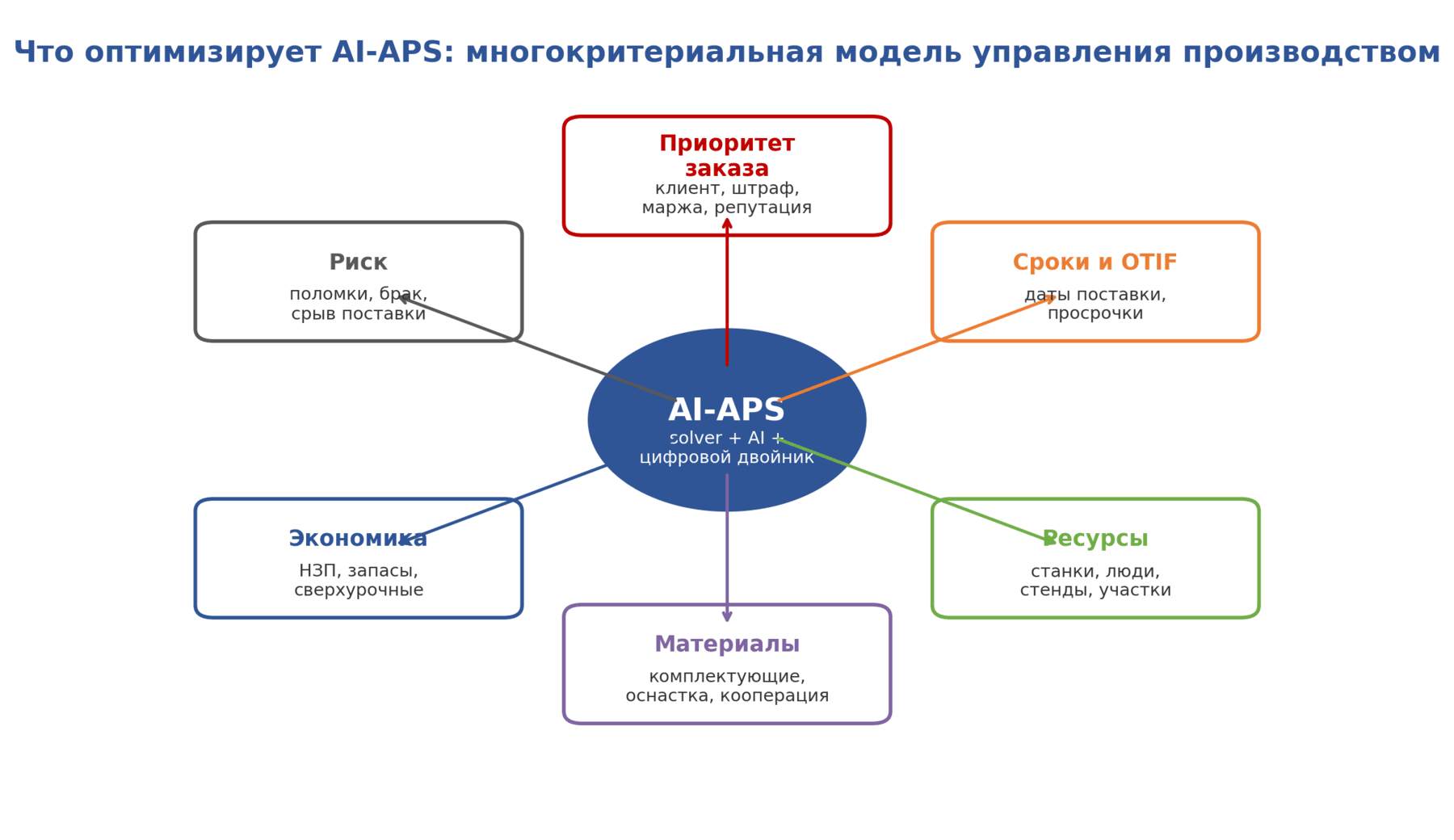
9.1. Приоритет заказа
Приоритет должен учитывать:
- стратегическую важность клиента;
- договорные штрафы;
- маржинальность;
- экспортные, государственные или оборонные обязательства;
- влияние заказа на последующую сборку;
- репутационные риски;
- возможность частичной поставки;
- статус: опытный образец, серийный заказ, ремонт, гарантия, замена.
Практически это означает, что система должна минимизировать не просто просрочку, а взвешенную просрочку. Просрочка критичного заказа должна «стоить» в модели больше, чем просрочка менее важного заказа.
9.2. Сроки и OTIF
Поставка вовремя и полностью/OTIF / On Time In Full — один из ключевых показателей производственной системы. Он показывает не только факт отгрузки, но и способность предприятия выполнять обещания заказчику.
9.3. Объем выпуска
AI‑APS должен контролировать не только даты, но и выпуск комплектов, партий, узлов и изделий. Для сборочного производства важна синхронизация: готовность одной детали не имеет смысла, если сборка остановлена из‑за другой.
9.4. Загрузка ресурсов
Оптимизация должна учитывать цехи, участки, рабочие места, станки, испытательные стенды, инструмент, оснастку и персонал. Узкое место должно быть загружено эффективно, но без формирования хаотичных очередей.
9.5. Материальные ограничения
План должен быть выполнимым по материалам. Если комплектующего нет, система должна не просто поставить операцию в график, а показать дефицит, предложить замену, перенос, альтернативный маршрут или приоритетное распределение ограниченного компонента.
9.6. Переналадки
В машиностроении подготовка производства и переналадки могут определять значительную часть потерь. AI‑APS должен учитывать последовательность операций, тип оснастки, инструмент, программу ЧПУ, материал, покрытие, режимы и подготовительно‑заключительное время.
9.7. НЗП, запасы и денежный цикл
Избыточный НЗП — это не «страховка», а замороженный оборотный капитал. Хороший план должен сокращать лишние очереди и заделы, не создавая риска остановки критичных участков.
9.8. Устойчивость плана
Самый красивый оптимальный план может быть плохим, если он ломается при первом возмущении. Поэтому важен не только максимум эффективности, но и robustness / устойчивость: способность программы сохранять выполнимость при сбоях.
10. Как AI‑APS реагирует на изменения
Главное отличие AI‑APS от статического планирования — контур динамического перепланирования. Система должна не ждать еженедельного совещания, а пересчитывать сценарии при событии.
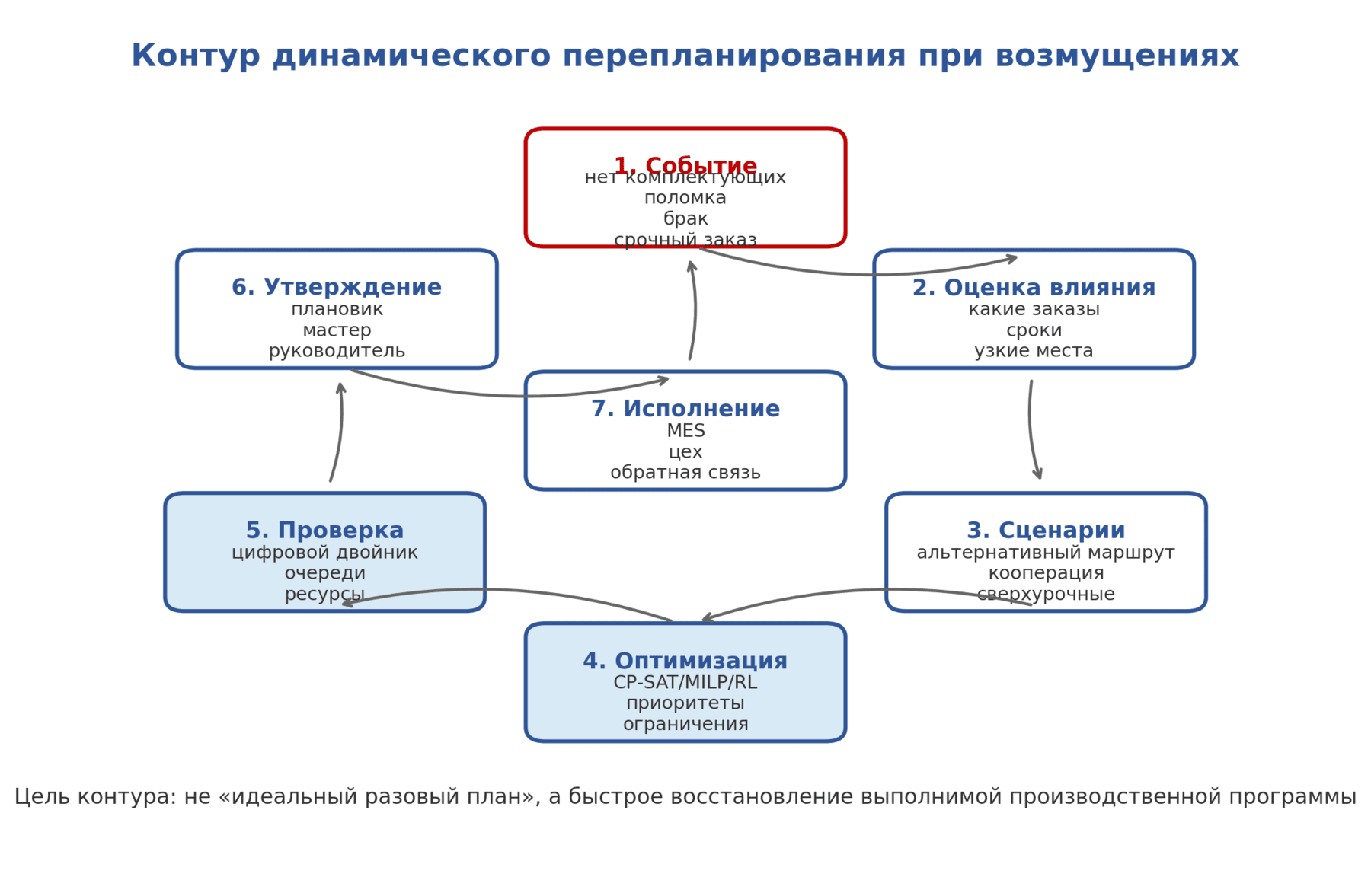
Пример: не пришла партия комплектующих.
- Система определяет, какие изделия и заказы зависят от этой партии.
- Проверяет, есть ли остатки, аналоги или возможность частичной комплектации.
- Выявляет операции, которые нельзя запускать без материала.
- Перестраивает загрузку цехов: что можно выполнить раньше, что нужно перенести.
- Считает несколько сценариев: перенос, кооперация, срочная закупка, замена компонента, изменение приоритета.
- Показывает финансовые и производственные последствия каждого сценария.
- Плановик утверждает вариант, а MES получает обновленное расписание.
Такой подход особенно важен для приборостроения, где один дефицитный электронный компонент может заблокировать выпуск всей партии, а также для машиностроения, где отказ уникального станка или стенда может нарушить критический путь сборки.
11. Какие технологии лежат в основе
11.1. Расширенный решатель/CP‑SAT и программирование в ограничениях/constraint programming
Задача расписания цеха/job shop scheduling является классической комбинаторной задачей: операции должны выполняться в заданной последовательности, ресурсы не могут выполнять две операции одновременно, а цель может состоять в минимизации makespan / длительности всего графика, просрочек или других критериев [8]. CP Optimizer и подобные инструменты позволяют моделировать операции как интервалы во времени с ресурсными ограничениями [9].
Для машиностроения и приборостроения это базовый уровень: строгая проверка ограничений и построение допустимого расписания.
11.2. Смешанно‑целочисленное линейное программирование/MILP и оптимизация партий
Смешанно‑целочисленное линейное программирование/MILP / Mixed‑Integer Linear Programming полезно для задач выбора партий, распределения мощностей, материалов, смен, кооперации и запасов. Часто MILP работает на более агрегированном уровне, а CP‑SAT — на уровне детального расписания операций.
11.3. Обучение с подкреплением/Reinforcement Learning/RL
Обучение с подкреплением подходит для динамической диспетчеризации: какую операцию поставить следующей, как реагировать на новый заказ, что делать при поломке. Обзоры 2025 года показывают рост интереса к RL именно для dynamic job shop scheduling / динамического расписания производства при сбоях и неопределенности [10]. Но RL требует симулятора и качественного обучения, поэтому в промышленном внедрении его лучше использовать как помощника, а не как единственный источник решения.
11.4. Графовые нейронные сети/Graph Neural Networks / GNN
GNN полезны там, где производство естественно описывается графом: изделия, детали, операции, ресурсы, материалы, поставки, альтернативные маршруты. Для широкой номенклатуры это перспективное направление, потому что традиционная таблица плохо отражает связи и зависимости.
11.5. Цифровой двойник/Digital Twin
Цифровой двойник позволяет проверить расписание до запуска: что произойдет с очередями, буферами, транспортом, загрузкой участков и узкими местами. Систематические обзоры показывают, что интеграция цифрового двойника и динамического расписания стала одним из ключевых направлений развития планирования [11], [12].
11.6. Большие языковые модели/LLM‑copilot и производственные AI‑агенты
AI‑агент помогает плановику задавать вопросы на естественном языке:
- «Что будет, если поставка платы задержится на 7 дней?»
- «Какие заказы пострадают от остановки станка?»
- «Покажи три варианта: минимальная просрочка, минимальные сверхурочные, минимальный НЗП».
Microsoft описывает специализированного ИИ-агента/Factory Operations Agent на базе генеративных нейросетей, предназначенного для производственного сектора (часто используется в связке с платформами Microsoft Azure AI и Copilot Studio), который действует как интеллектуальный помощник и собирает, анализирует данные прямо с цеха. Работает как инструмент доступа к производственным данным через запросы на естественном языке/natural language queries и семантический граф/semantic graph [13]. SAP развивает Агента производственного планирования и операций/Production Planning and Operations Agent. Это интеллектуальный ИИ-ассистент, автоматизирующий рутинные задачи в ERP-системах (таких, как SAP). Он помогает планировщикам и руководителям координировать персонал, управлять запасами и контролировать выпуск продукции [14]. Эти примеры показывают общий тренд: AI становится интерфейсом к сложным производственным данным и расчетам.
12. Особенности машиностроения и приборостроения
Архитектура AI‑APS в целом одинакова, но модель ограничений различается.
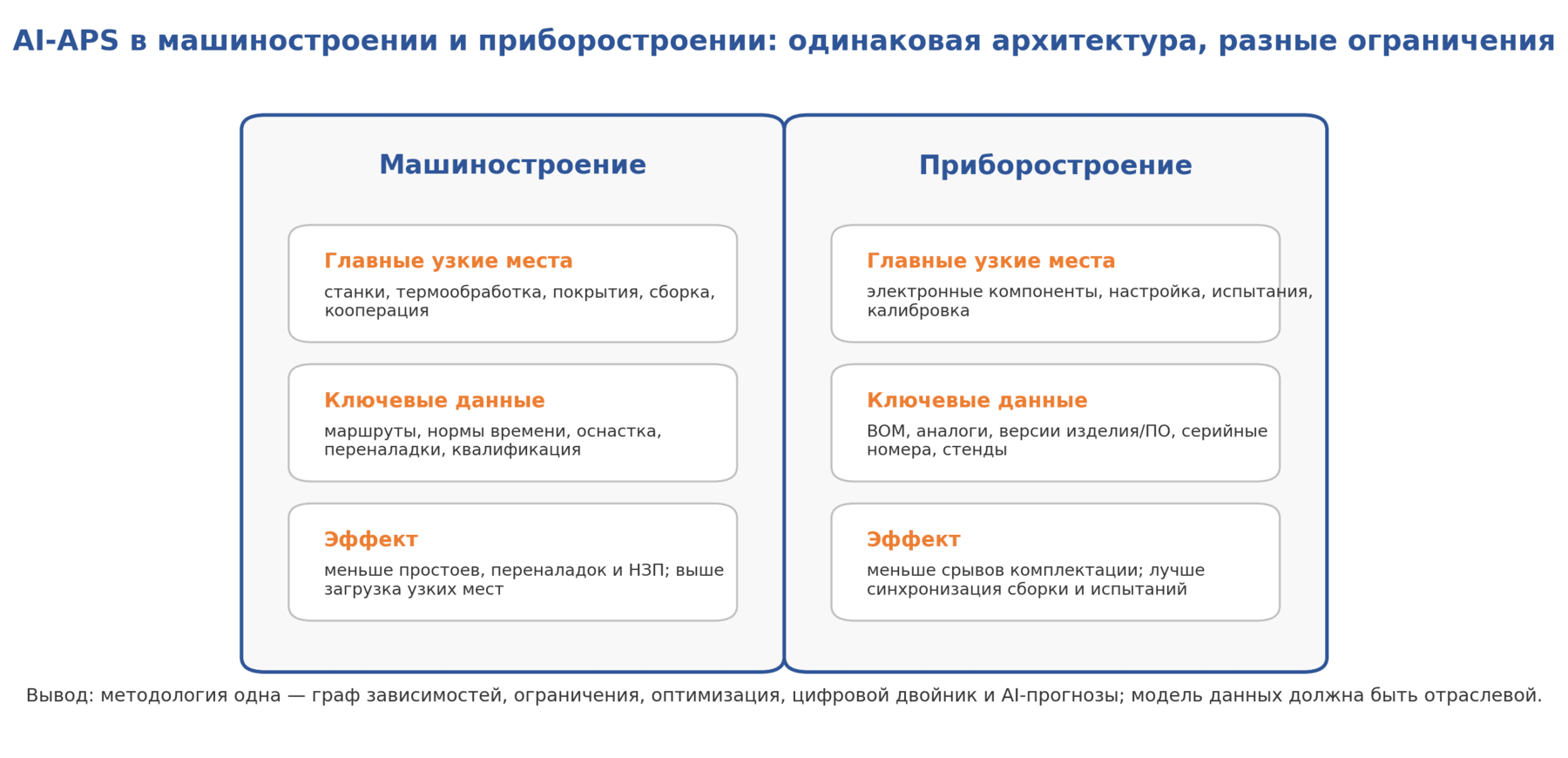
12.1. Машиностроение
Для машиностроения особенно важны:
- загрузка станков и рабочих центров;
- мехообработка, термообработка, покрытия, сварка, сборка;
- переналадки и оснастка;
- инструмент, программы ЧПУ, режимы обработки;
- кооперация и межцеховые маршруты;
- контроль критического пути по изделию;
- управление НЗП и межоперационными заделами.
Главный экономический эффект обычно возникает за счет снижения простоев, переналадок, НЗП и срывов сборки.
12.2. Приборостроение
Для приборостроения дополнительно критичны:
- электронные компоненты, аналоги, замены;
- версии изделия, спецификации, ПО, прошивки;
- серийные номера и прослеживаемость;
- сборка, настройка, регулировка;
- испытательные стенды, климатические камеры, поверенное оборудование;
- квалификация настройщиков, испытателей и контролеров;
- возвратные маршруты после брака;
- калибровка и метрологические ограничения.
В приборостроении AI‑APS часто дает эффект не только на станках, а в синхронизации комплектации, сборки, настройки и испытаний. Один дефицитный компонент или занятый испытательный стенд может сорвать весь план, даже если мехообработка работает идеально.
13. Экономический и финансовый результат
AI‑APS должен оцениваться не как IT‑проект, а как проект повышения управляемости, пропускной способности и оборотности капитала.
Основные источники эффекта:
- рост выпуска без покупки новых мощностей;
- сокращение просрочек и штрафов;
- повышение OTIF;
- снижение НЗП и запасов;
- сокращение производственного цикла;
- снижение простоев и переналадок;
- уменьшение сверхурочных и авральных закупок;
- повышение производительности плановиков;
- высвобождение оборотного капитала.
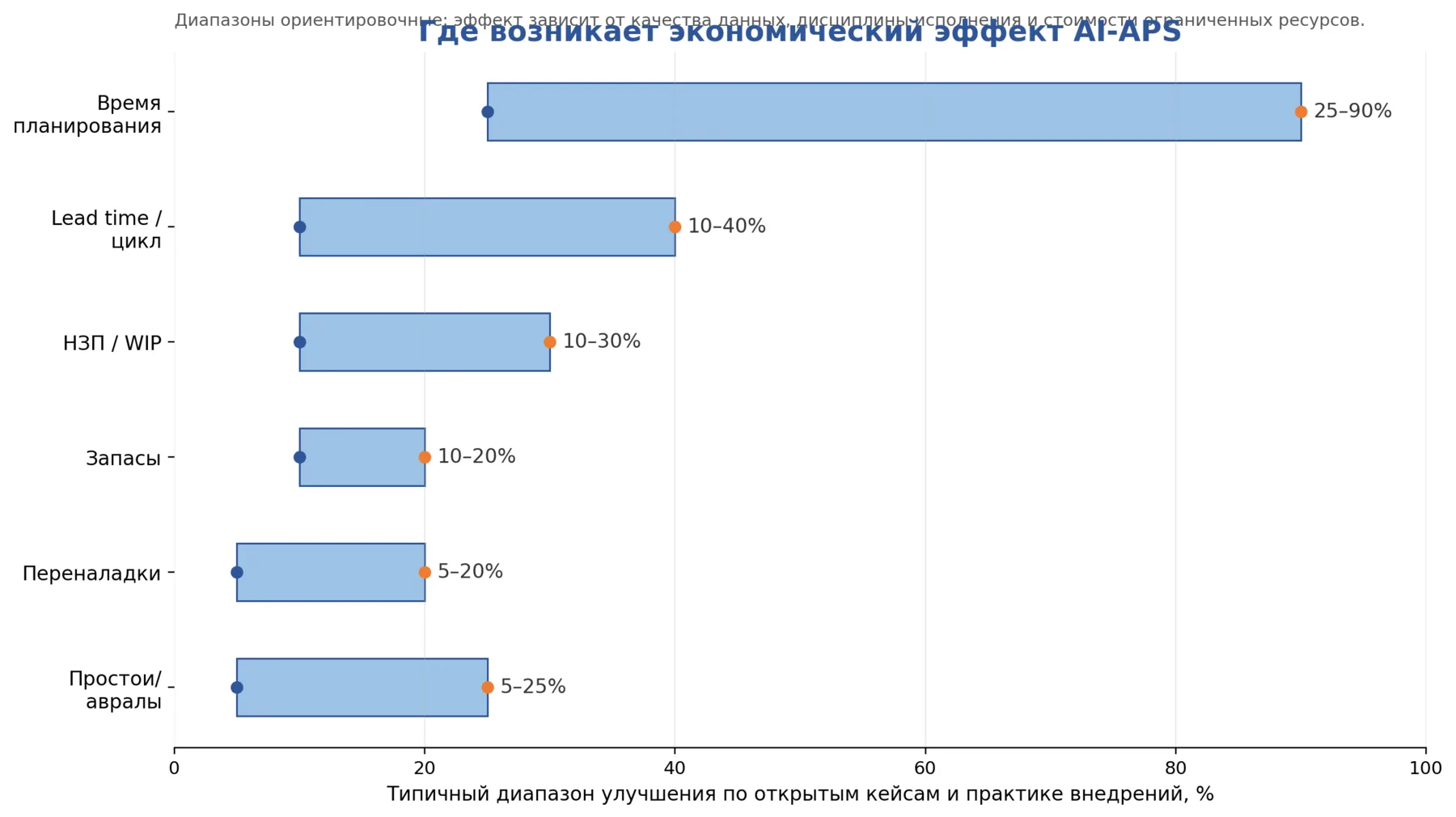
13.1. Открытые примеры (кейсы)
Публичные примеры чаще описывают APS и цифровое планирование, а не полностью «AI‑APS». Но именно они показывают измеримый экономический фундамент.
| Компания / источник | Результат | Управленческий смысл |
|---|---|---|
| Natural One / Siemens Opcenter APS | планирование сокращено с 2 дней до 3 часов; горизонт планирования расширен с 30 дней до 12 месяцев; stockouts снижены с 13% до 2% | быстрее пересчет, лучше видимость будущей загрузки и материалов [15] |
| Packing Group / Siemens Opcenter APS | производительность +21,2%; переналадки −16% | больше выпуск на тех же мощностях [16] |
| CECAL / Siemens Opcenter APS | lead time снижен со 130 до 80 дней; недельное планирование — до 1,5 дня | улучшение денежного цикла для ETO‑производства [17] |
| Dauper / Siemens Opcenter APS | расписание стало формироваться в минутах вместо дней | ценность для динамического перепланирования [18] |
| AQ Electric / Siemens Opcenter APS | changeover time −15%; улучшение внутреннего OTIF | близко к промышленной дискретной логике [19] |
| Mitsubishi Chemical Performance Polymers / DELMIA | экономия времени плановиков около 25%, 2–3 часа в день | меньше ручной работы, лучше межфункциональное взаимодействие [20] |
| Armor / DELMIA | customer lead time с 10 до 3 рабочих дней; stock‑outs −50% | лучше клиентский сервис и меньше остановок [21] |
| McKinsey autonomous supply chain planning | запасы могут снижаться на 10–20% при сохранении уровня сервиса | эффект для оборотного капитала [22] |
| BCG Supply Chain AI | в medtech‑кейсе снижение запасов более чем на $100 млн и рост точности прогноза на 15% | особенно релевантно приборостроению и медтеху [23] |
Необходимо учесть, что приведенные примеры следует трактовать аккуратно: часть источников — vendor case studies / кейсы поставщиков решений. Они полезны как ориентиры, но конкретный эффект на предприятии зависит от качества данных, дисциплины исполнения и исходного уровня хаоса.
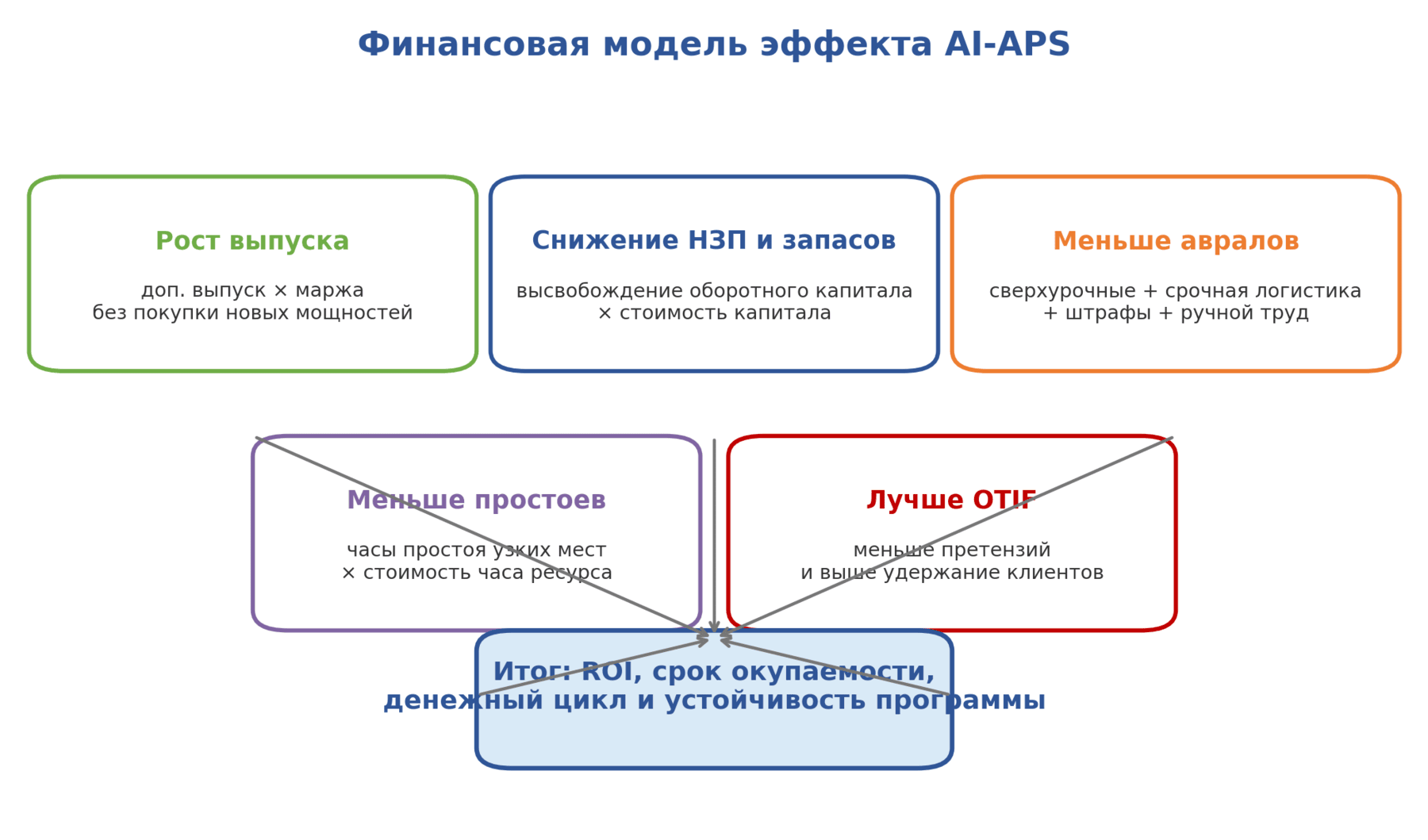
13.2. Как считать эффект на своем предприятии
Базовая финансовая модель может быть такой:
| Источник эффекта | Формула оценки |
|---|---|
| Рост выпуска | дополнительный выпуск × маржинальная прибыль на единицу |
| Снижение НЗП | снижение НЗП × стоимость капитала |
| Снижение запасов | высвобожденный капитал × стоимость капитала + снижение складских потерь |
| Снижение простоев | сокращенные часы простоя × стоимость часа узкого ресурса |
| Снижение просрочек | штрафы + скидки + потери выручки + репутационные потери |
| Снижение сверхурочных | сокращенные часы × ставка сверхурочной оплаты |
| Сокращение ручного планирования | высвобожденные часы плановиков × стоимость часа + повышение качества решений |
Для руководителя важно смотреть не только на ROI, но и на связку: OTIF + lead time + НЗП + загрузка узких мест + приоритетные заказы + денежный цикл.
14. Данные, без которых AI‑APS не заработает
AI‑APS не исправит хаос в данных. Минимальная цифровая основа:
- актуальные спецификации BOM;
- технологические маршруты;
- нормы времени и фактическая история операций;
- альтернативные станки и маршруты;
- календарь оборудования и смен;
- матрица квалификаций персонала;
- список оснастки, инструмента, стендов;
- остатки и даты поставки комплектующих;
- статусы заказов и операций из MES;
- причины простоев, брака и отклонений;
- правила приоритетов заказов.
Если данные неточные, внедрение нужно начинать не с нейросети, а с нормализации мастер‑данных и связи ERP/MES/PLM/WMS.
15. Практическая дорожная карта внедрения
Этап 1. Диагностика сложности и потерь
Нужно измерить:
- сколько заказов и операций одновременно планируется;
- сколько часов уходит на ручное перепланирование;
- где основные узкие места;
- сколько стоит простой;
- какой уровень OTIF;
- сколько денег заморожено в НЗП и запасах;
- как часто возникают срывы из‑за комплектующих;
- какие заказы имеют высокий приоритет и почему.
Этап 2. Цифровая модель производства
Создается единая модель: заказы, изделия, маршруты, ресурсы, материалы, персонал, оснастка, ограничения. На этом этапе часто выявляются проблемы: устаревшие нормы, неполные маршруты, неучтенные переналадки, неформальные правила мастеров.
Этап 3. APS‑ядро и конечные мощности
Сначала надо научиться строить выполнимое расписание с учетом реальных мощностей. Это уже дает эффект: выявляются перегрузки, конфликт ресурсов, невозможные обещания по срокам.
Этап 4. Event‑driven rescheduling / пересчет по событию
Система должна пересчитывать план при событии: поломка, дефицит, брак, срочный заказ, изменение срока. Это ключевой момент перехода от «календарного плана» к динамическому управлению.
Этап 5. AI‑модели
Добавляются прогнозы:
- фактическая длительность операций;
- вероятность поломки оборудования;
- вероятность срыва поставки;
- вероятность брака;
- риск невыполнения заказа в срок.
Этап 6. Цифровой двойник и сценарии
Цифровой двойник проверяет сценарии: что будет с очередями, НЗП, участками, стендами и транспортом. Это особенно полезно для оценки решений, которые формально допустимы, но практически создают перегрузку.
Этап 7. AI‑помощник для плановика
Последним слоем подключается AI‑агент: он объясняет, почему план изменился, какие ограничения критичны, какие альтернативы возможны и как изменятся KPI.
16. Риски внедрения
Главные риски:
- Плохие данные. AI‑APS не может построить хороший план на неверных маршрутах, нормах и остатках.
- Подмена оптимизации LLM‑текстом. Языковая модель не гарантирует соблюдения ограничений.
- Сопротивление плановиков и мастеров. Если система не объясняет решения, ей не будут доверять.
- Слишком большой первый проект. Лучше начинать с пилота на одном цехе, группе изделий или критичном участке.
- Отсутствие экономической модели. Нельзя внедрять AI‑APS только как «модную технологию». Нужны KPI и финансовый эффект.
- Неправильные приоритеты. Если приоритет задается вручную и хаотично, система будет оптимизировать политические, а не производственные решения.
17. Что делать руководителю производства
Для начала достаточно ответить на семь вопросов:
- Какие заказы сейчас действительно критичны и почему?
- Какие ресурсы определяют пропускную способность?
- Сколько операций находится в активном планировании?
- Где чаще всего ломается план: материалы, станки, люди, испытания, кооперация?
- Сколько времени занимает перепланирование после возмущения?
- Сколько денег заморожено в НЗП и запасах?
- Можно ли быстро рассчитать три альтернативных сценария при сбое?
Если на последний вопрос ответ «нет», а цена ошибок велика, предприятие уже находится в зоне, где AI‑APS следует рассматривать как стратегический инструмент управления производством.
18. Вывод
AI‑APS — это не замена плановика и не «магическая нейросеть». Это новая архитектура управления производством, в которой математический оптимизатор строит выполнимое расписание, AI‑модели прогнозируют риски, цифровой двойник проверяет сценарии, а AI‑агент помогает человеку понять и выбрать лучший вариант.
Для машиностроения главный эффект связан с загрузкой станков, переналадками, НЗП, узкими местами и межцеховой синхронизацией. Для приборостроения — с комплектацией, электронными компонентами, версиями изделия, настройкой, испытаниями, калибровкой и прослеживаемостью.
Экономический результат проявляется в сокращении срока выполнения/lead time, повышении «вовремя в полном объеме»/OTIF, снижении НЗП и запасов, уменьшении простоев и сверхурочных, росте выпуска на существующих мощностях и повышении устойчивости производственной программы. Наибольший эффект получают предприятия, где план постоянно меняется, а ручное перепланирование уже не справляется с количеством заказов, операций, ресурсов и возмущений.
Главный практический критерий прост: если производственная программа регулярно становится недействительной из‑за сбоев, а руководитель не может быстро получить несколько просчитанных вариантов с экономическими последствиями, то предприятие уже созрело для перехода к AI‑APS.
Источники
- Rondeau P. J., Litteral L. A. The evolution of manufacturing planning and control systems: From reorder point to enterprise resource planning, Production and Inventory Management Journal, 2001 — исторический обзор развития MPC: ROP, MRP, MRP II, MRP II + MES, ERP + MES. digitalcommons.butler.edu/…
- Oliver Wight: Manufacturing Resource Planning (MRP II) — определение MRP II как метода планирования ресурсов производственной компании, включая операционное планирование, финансовое планирование и what-if simulation. oliverwight-americas.com/…
- SAP Integrated Business Planning — официальная страница SAP IBP: S&OP, forecasting and demand, response and supply, demand-driven replenishment, inventory planning. sap.com/…
- ISA‑95 Standard: Enterprise-Control System Integration — официальный стандарт ISA для интеграции корпоративных и производственных систем. isa.org/…
- OPC Foundation: Common Object Model, ISA‑95 summary — краткое описание уровней ISA‑95: ERP на уровне 4, MOM/MES на уровне 3, automation/control на уровнях 1–2. reference.opcfoundation.org/…
- SAP S/4HANA Manufacturing for planning and scheduling — официальная страница продукта: планирование производства с учетом мощностей и материальных ограничений. sap.com/…
- Siemens Opcenter Advanced Planning and Scheduling — официальная страница продукта: долгосрочное, среднесрочное и детальное планирование, выявление узких мест и снижение запасов. siemens.com/…
- Google OR‑Tools: The Job Shop Problem — документация по задаче job shop scheduling и минимизации makespan. developers.google.com/…
- IBM CP Optimizer: Scheduling in CP — документация по моделированию операций, интервалов и ресурсных ограничений. ibm.com/…
- Ngwu C. et al. Reinforcement learning in dynamic job shop scheduling, Journal of Intelligent Manufacturing, 2025 — обзор AI/RL‑подходов к динамическому расписанию производства. link.springer.com/…
- Ouahabi N. et al. Leveraging digital twin into dynamic production scheduling, Robotics and Computer‑Integrated Manufacturing, 2024 — систематический обзор применения цифровых двойников в динамическом расписании. sciencedirect.com/…
- Singh P. et al. A Review of Production Scheduling with Artificial Intelligence and Digital Twin, 2025 — обзор DT‑AI‑подходов к производственному расписанию. mdpi.com/…
- Microsoft Factory Operations Agent in Azure AI — описание производственного AI‑агента для запросов к производственным данным на естественном языке. learn.microsoft.com/…
- SAP Production Planning and Operations Agent — описание AI‑агента для проверок производственных заказов, дефицитов и обходных вариантов. help.sap.com/…
- Siemens Natural One Opcenter APS case study — кейс: сокращение планирования с двух дней до трех часов, горизонт 12 месяцев, снижение stockouts. resources.sw.siemens.com/…
- Siemens Packing Group Opcenter APS case study — кейс: рост производительности на 21,2%, снижение переналадок на 16%. resources.sw.siemens.com/…
- Siemens CECAL Opcenter APS case study — кейс ETO: сокращение lead time со 130 до 80 дней и улучшение cash conversion cycle. resources.sw.siemens.com/…
- Siemens Dauper Opcenter APS case study — кейс: ускорение формирования расписания до минут. resources.sw.siemens.com/…
- Siemens AQ Electric Opcenter APS case study — кейс промышленного производителя: снижение changeover time на 15%. resources.sw.siemens.com/…
- Dassault Systèmes: Mitsubishi Chemical Performance Polymers — кейс DELMIA: экономия времени плановиков около 25%, 2–3 часа в день. 3ds.com/…
- Dassault Systèmes DELMIA Reference Brochure, Armor — кейс: снижение customer lead time с 10 до 3 рабочих дней и stock‑outs на 50%. 3ds.com/…
- McKinsey: Autonomous supply chain planning — оценка эффекта автономного планирования: снижение запасов на 10–20% при сохранении уровня сервиса. mckinsey.com/…
- BCG X: Supply Chain AI — кейс medtech: снижение запасов более чем на $100 млн и рост точности прогноза на 15%. bcg.com/…
- BCG: Turning Cost Pressure into Performance in Medtech, 2025 — кейс medtech: потенциал оптимизации оборотного капитала по запасам более $120 млн. bcg.com/…
- Ефремов В.Р., Портнов В.Э. Методические основы планирования — авторские методические материалы для начинающих специалистов: нормативная база, технико‑экономическое планирование, производственная программа, СС ДСЕ, МПМ ДСЕ, ОКП, МТС, бюджеты и взаимосвязь разделов планирования.
- Ефремов В.Р., Портнов В.Э. Анализ практики планирования — авторские методические материалы: анализ системы планирования, процессы ОКП «как есть», МТС, контроль комплектования и экономическая оценка недостатков системы планирования.
- Ефремов В.Р., Портнов В.Э. Модернизация системы планирования — авторские методические материалы: упрощение процедур, шаблоны потребления ресурсов, оптимизация производственной программы, объемное планирование цехов и расчет мощностей.